Wirkung – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 246
246
Zyklen: Koordinaten-Umrechnungen
1
1
.3 NULLPUNKT
-V
ersc
hiebung mit Nullpunkt-T
a
bellen (Zyklus
7,
DIN/ISO:
G53)
11.3 NULLPUNKT-Verschiebung
mit Nullpunkt-Tabellen
(Zyklus 7, DIN/ISO: G53)
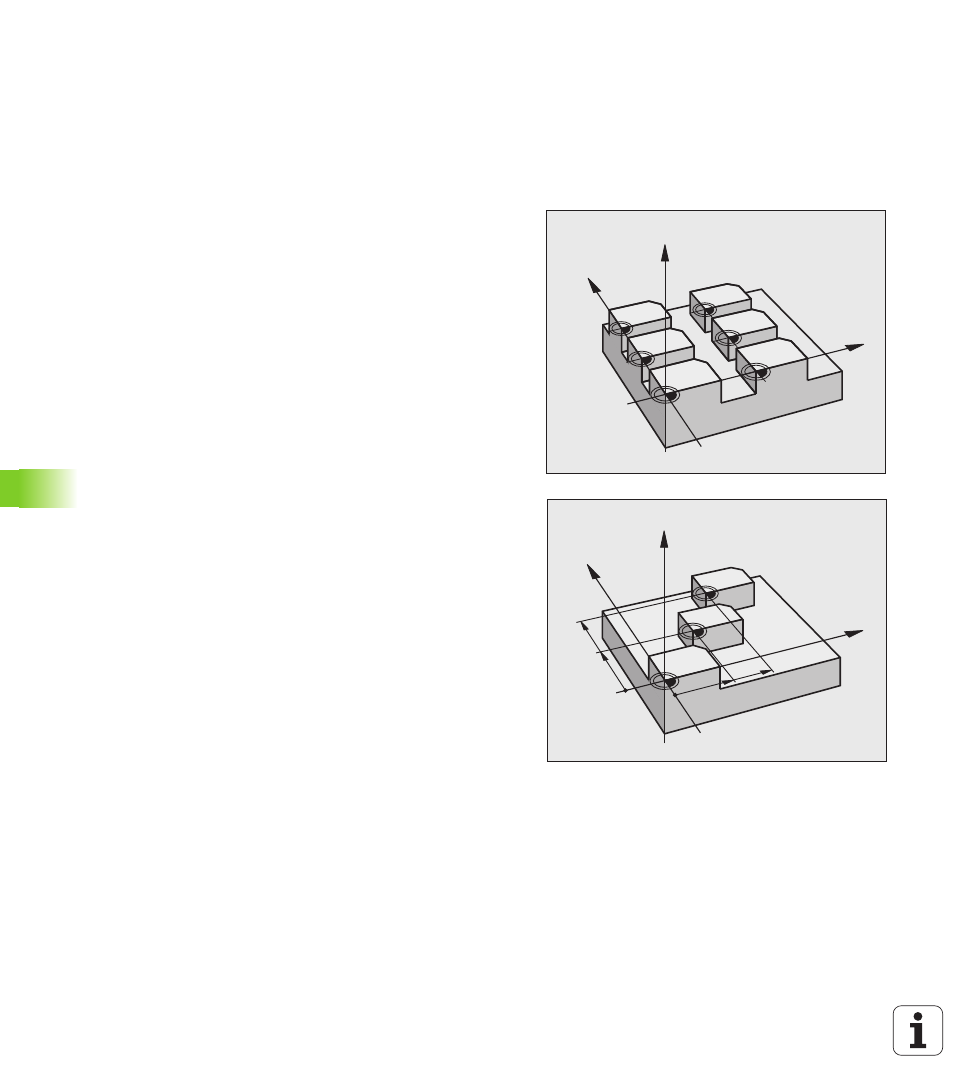
Wirkung
Nullpunkt-Tabellen setzen Sie z.B. ein bei
häufig wiederkehrenden Bearbeitungsgängen an verschiedenen
Werkstück-Positionen oder
häufiger Verwendung derselben Nullpunktverschiebung
Innerhalb eines Programms können Sie Nullpunkte sowohl direkt in
der Zyklus-Definition programmieren als auch aus einer Nullpunkt-
Tabelle heraus aufrufen.
Rücksetzen
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen
Verschiebung zu den Koordinaten X=0; Y=0 etc. direkt mit einer
Zyklus-Definition aufrufen
Status-Anzeigen
In der zusätzlichen Status-Anzeige werden folgende Daten aus der
Nullpunkt-Tabelle angezeigt:
Name und Pfad der aktiven Nullpunkt-Tabelle
Aktive Nullpunkt-Nummer
Kommentar aus der Spalte DOC der aktiven Nullpunkt-Nummer
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2