Zyklusablauf, Seite 343 – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 343
HEIDENHAIN TNC 620
343
15.9 BEZUGSPUNKT ECKE INNE
N (Zyklus 415, DIN/ISO: G415)
15.9 BEZUGSPUNKT ECKE INNEN
(Zyklus 415, DIN/ISO: G415)
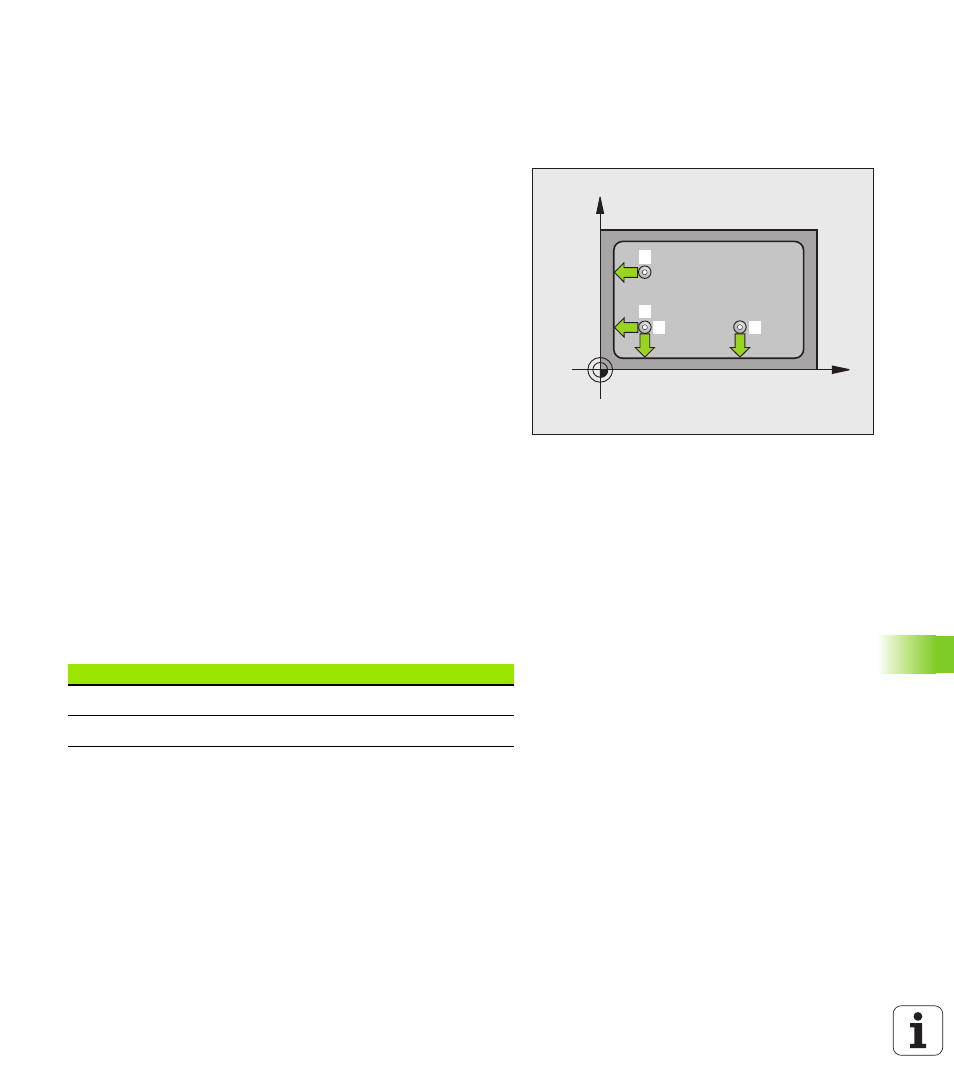
Zyklusablauf
Der Tastsystem-Zyklus 415 ermittelt den Schnittpunkt zweier
Geraden und setzt diesen Schnittpunkt als Bezugspunkt. Wahlweise
kann die TNC den Schnittpunkt auch in eine Nullpunkt- oder Preset-
Tabelle schreiben.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte FMAX) und mit Positionierlogik (siehe „Tastsystemzyklen
abarbeiten” auf Seite 285) zum ersten Antastpunkt
1
(siehe Bild
rechts oben), den Sie im Zyklus definieren. Die TNC versetzt dabei
das Tastsystem um den Sicherheits-Abstand entgegen der
jeweiligen Verfahrrichtung
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (Spalte F) durch. Die Antast-Richtung ergibt sich durch
die Eckennummer
3
Danach fährt das Tastsystem zum nächsten Antastpunkt
2
und
führt dort den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zum Antastpunkt
3
und
danach zum Antastpunkt
4
und führt dort den dritten bzw. vierten
Antast-Vorgang durch
5
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und verarbeitet den ermittelten Bezugspunkt in
Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
„Berechneten Bezugspunkt speichern” auf Seite 314) und
speichert die Koordinaten der ermittelten Ecke in nachfolgend
aufgeführten Q-Parametern ab
6
Wenn gewünscht, ermittelt die TNC anschließend in einem
separaten Antast-Vorgang noch den Bezugspunkt in der
Tastsystem-Achse
X
Y
1
2
3
4
Parameter-Nummer
Bedeutung
Q151 Istwert
Ecke
Hauptachse
Q152
Istwert Ecke Nebenachse