2 werkzeugdaten, Voraussetzung für die werkzeugkorrektur, Werkzeugnummer, werkzeugname – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 172: Werkzeuglänge l, Werkzeugradius r, Werkzeugdaten
Programmieren: Werkzeuge
5.2
Werkzeugdaten
5
172
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
5.2
Werkzeugdaten
Voraussetzung für die Werkzeugkorrektur
Üblicherweise programmieren Sie die Koordinaten der
Bahnbewegungen so, wie das Werkstück in der Zeichnung bemaßt
ist. Damit die TNC die Bahn des Werkzeugmittelpunkts berechnen,
also eine Werkzeugkorrektur durchführen kann, müssen Sie Länge
und Radius zu jedem eingesetzten Werkzeug eingeben.
Werkzeugdaten können Sie entweder mit der Funktion
TOOL DEF
direkt im Programm oder separat in Werkzeugtabellen eingeben.
Wenn Sie die Werkzeugdaten in Tabellen eingeben, stehen
weitere werkzeugspezifische Informationen zur Verfügung. Die
TNC berücksichtigt alle eingegebenen Informationen, wenn das
Bearbeitungsprogramm läuft.
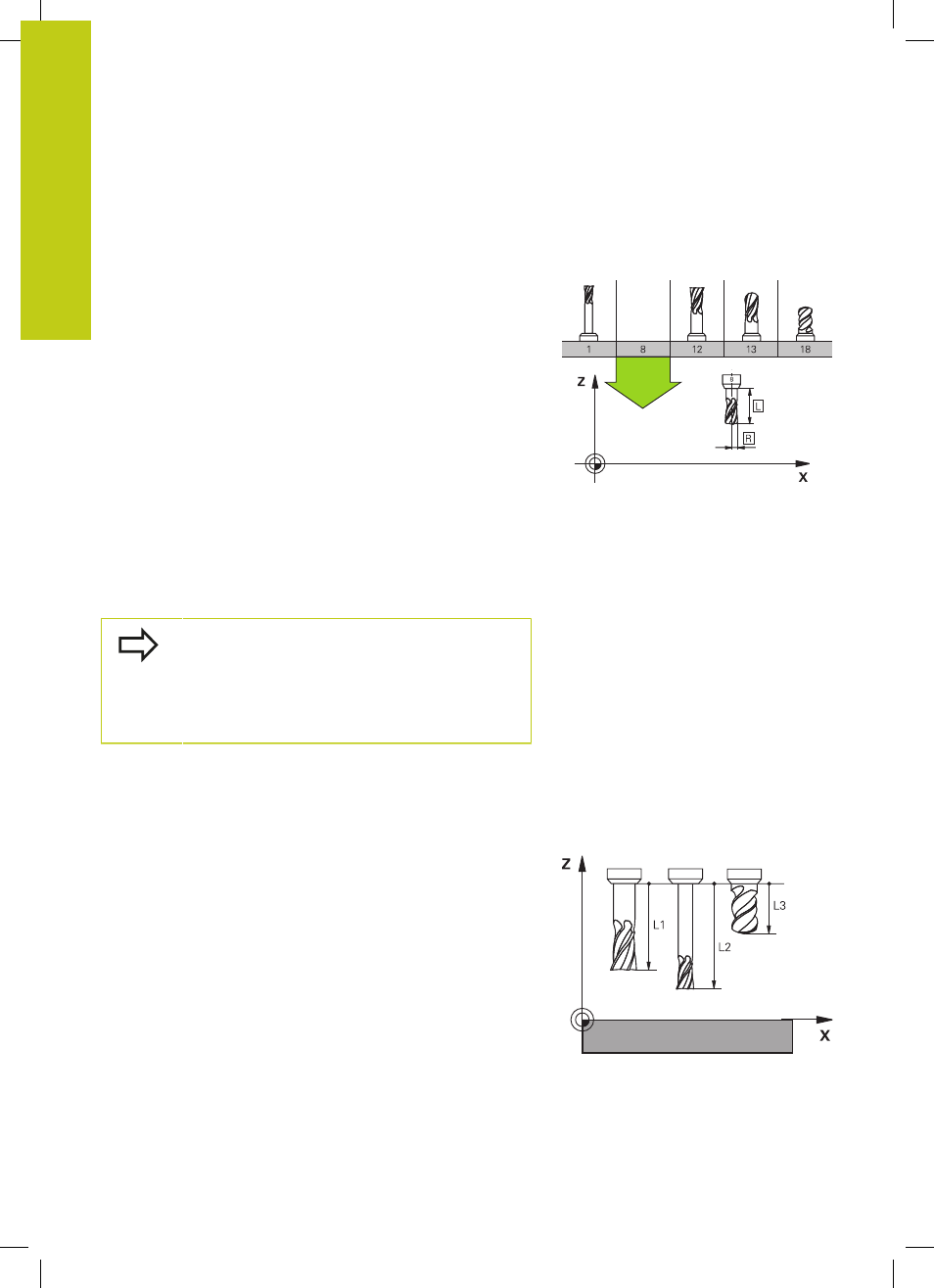
Werkzeugnummer, Werkzeugname
Jedes Werkzeug ist durch eine Nummer zwischen 0 und 32767
gekennzeichnet. Wenn Sie mit Werkzeugtabellen arbeiten, können
Sie zusätzlich Werkzeugnamen vergeben. Werkzeugnamen dürfen
maximal aus 32 Zeichen bestehen.
Erlaubte Zeichen: # $ % & , - . 0 1 2 3 4 5 6 7 8 9 @ A
B C D E F G H I J K L M N O P Q R S T U V W X Y Z
_
Verbotene Zeichen: <Leerzeichen> ! “ ‘ ( ) * + : ; < =
> ? [ / ] ^ ` a b c d e f g h I j k l m n o p q r s t u v w x
y z { | } ~
Das Werkzeug mit der Nummer 0 ist als Nullwerkzeug festgelegt
und hat die Länge L=0 und den Radius R=0. In Werkzeugtabellen
sollten Sie das Werkzeug T0 ebenfalls mit L=0 und R=0 definieren.
Werkzeuglänge L
Die Werkzeuglänge L sollten Sie grundsätzlich als absolute
Länge bezogen auf den Werkzeugbezugspunkt eingeben.
Die TNC benötigt für zahlreiche Funktionen in Verbindung mit
Mehrachsbearbeitung zwingend die Gesamtlänge des Werkzeugs.
Werkzeugradius R
Den Werkzeugradius R geben Sie direkt ein.