13 programmier-beispiele, Beispiel: ellipse, Programmier-beispiele – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 361: Programmier-beispiele 9.13
Programmier-Beispiele 9.13
9
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
361
9.13
Programmier-Beispiele
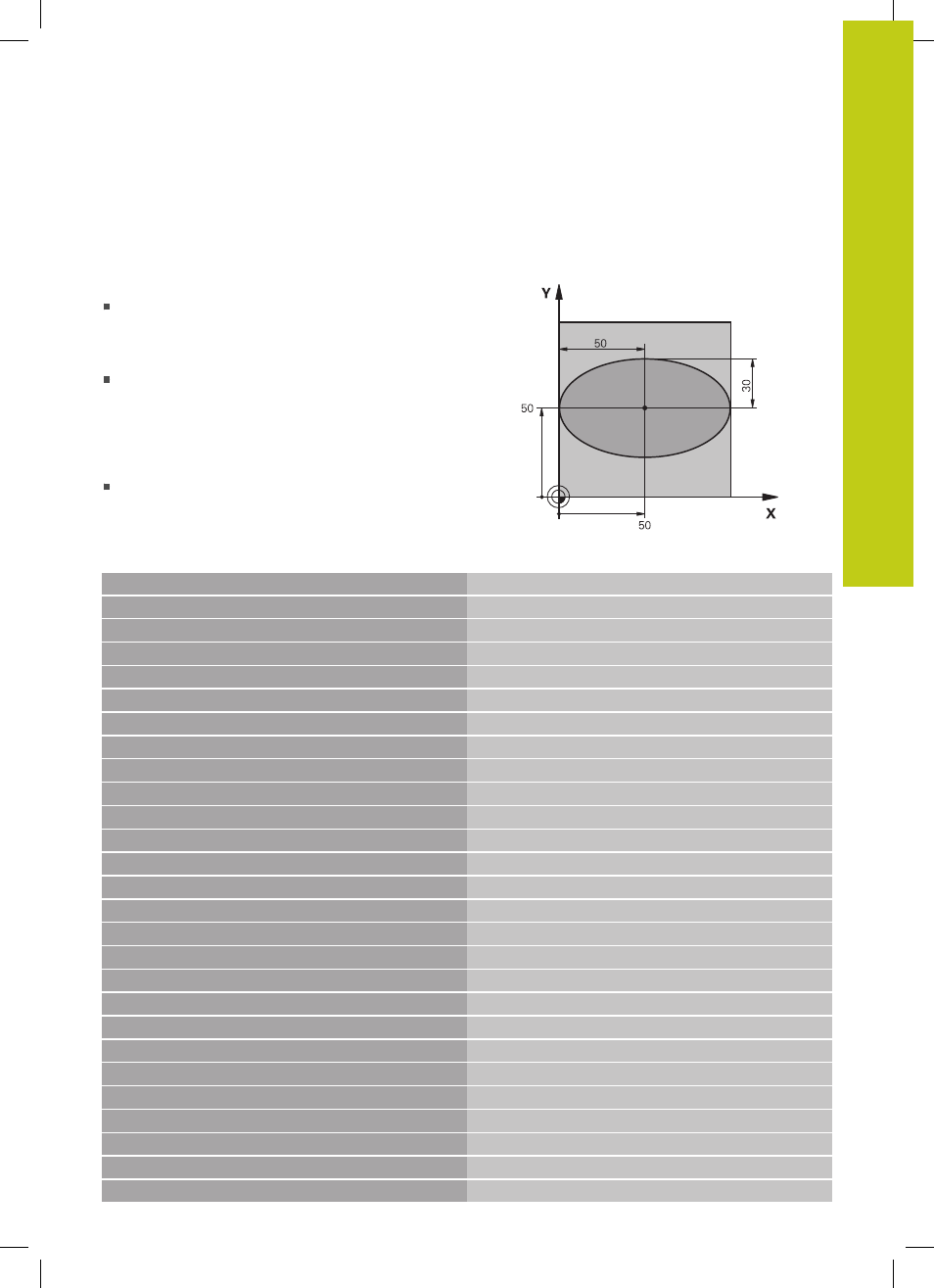
Beispiel: Ellipse
Programm-Ablauf
Die Ellipsen-Kontur wird durch viele kleine
Geradenstücke angenähert (über Q7 definierbar). Je
mehr Berechnungsschritte definiert sind, desto glatter
wird die Kontur
Die Fräsrichtung bestimmen Sie über den Startund
Endwinkel in der Ebene:
Bearbeitungsrichtung im Uhrzeigersinn:
Startwinkel > Endwinkel
Bearbeitungsrichtung im Gegen-Uhrzeigersinn:
Startwinkel < Endwinkel
Werkzeugradius wird nicht berücksichtigt
0 BEGIN PGM ELLIPSE MM
1 FN 0: Q1 = +50
Mitte X-Achse
2 FN 0: Q2 = +50
Mitte Y-Achse
3 FN 0: Q3 = +50
Halbachse X
4 FN 0: Q4 = +30
Halbachse Y
5 FN 0: Q5 = +0
Startwinkel in der Ebene
6 FN 0: Q6 = +360
Endwinkel in der Ebene
7 FN 0: Q7 = +40
Anzahl der Berechnungs-Schritte
8 FN 0: Q8 = +0
Drehlage der Ellipse
9 FN 0: Q9 = +5
Frästiefe
10 FN 0: Q10 = +100
Tiefenvorschub
11 FN 0: Q11 = +350
Fräsvorschub
12 FN 0: Q12 = +2
Sicherheits-Abstand für Vorpositionierung
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Rohteil-Definition
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Werkzeugaufruf
16 L Z+250 R0 FMAX
Werkzeug freifahren
17 CALL LBL 10
Bearbeitung aufrufen
18 L Z+100 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
19 LBL 10
Unterprogramm 10: Bearbeitung
20 CYCL DEF 7.0 NULLPUNKT
Nullpunkt ins Zentrum der Ellipse verschieben
21 CYCL DEF 7.1 X+Q1
22 CYCL DEF 7.2 Y+Q2
23 CYCL DEF 10.0 DREHUNG
Drehlage in der Ebene verrechnen
24 CYCL DEF 10.1 ROT+Q8
25 Q35 = (Q6 -Q5) / Q7
Winkelschritt berechnen
26 Q36 = Q5
Startwinkel kopieren