Angestellte drehbearbeitung – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 512
Programmieren: Drehbearbeitung
14.5 Programmfunktionen Drehen (Option #50)
14
512
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
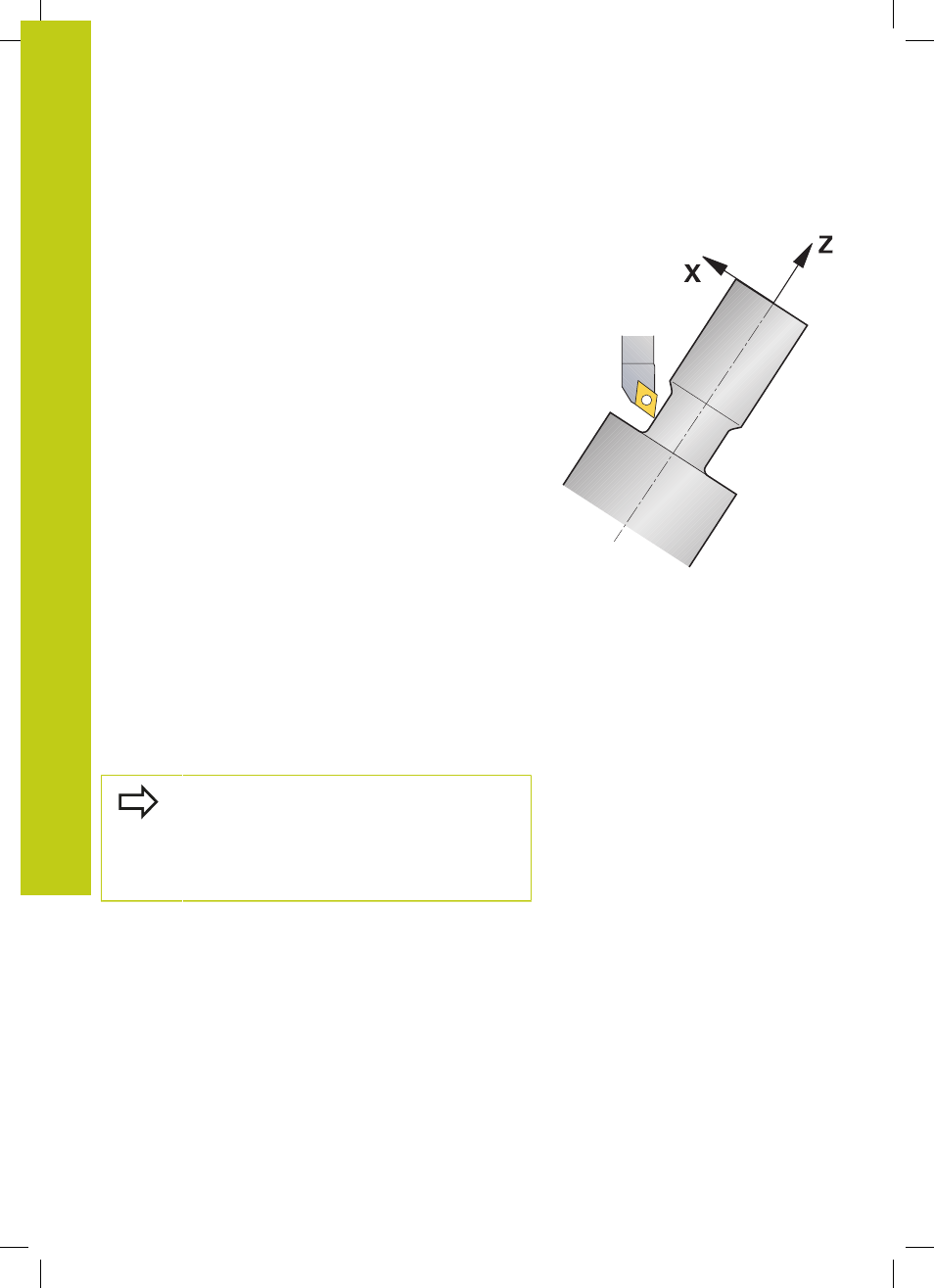
Angestellte Drehbearbeitung
Teilweise kann es erforderlich sein, dass Sie Schwenkachsen in
eine bestimmte Stellung bringen müssen, um eine Bearbeitung
ausführen zu können. Das ist z. B. notwendig, wenn Sie
Konturelemente aufgrund der Werkzeuggeometrie nur unter einer
bestimmten Stellung bearbeiten können.
Durch das Anstellen einer Schwenkachse entsteht ein Versatz von
Werkstück zum Werkzeug. Die Funktion
M144 berücksichtigt die
Stellung der angestellten Achsen und kompensiert diesen Versatz.
Zudem richtet die Funktion
M144 die Z-Richtung des Werkstück-
Koordinatensystems in Richtung der Mittelachse des Werkstücks
aus. Falls eine angestellte Achse ein Schwenktisch ist, das
Werkstück also schräg steht, führt die TNC Verfahrbewegungen
im gedrehten Werkstück-Koordinatensystem aus. Wenn die
angestellte Achse ein Schwenkkopf ist (Werkzeug steht schräg),
wird das Werkstück-Koordinatensystem nicht gedreht.
Nach dem Anstellen der Schwenkachse müssen Sie ggf. das
Werkzeug in der Y-Koordinate erneut vorpositionieren und die Lage
der Schneide mit dem Zyklus 800 orientieren.
Alternativ zur Funktion
M144 können Sie auch die Funktion M128
verwenden. Die Wirkung ist identisch, es gilt jedoch folgende
Einschränkung: Die TNC kann eine Schneidenradiuskorrektur
auch während einer angestellten Bearbeitung ausführen. Falls
Sie die angestellte Bearbeitung mit M128 aktivieren ist die
Schneidenradiuskorrektur ohne Zyklus, also in Verfahrsätzen mit
RL/RR, nicht möglich. Wenn Sie die angestellte Bearbeitung mit
M144 aktivieren, gilt diese Einschränkung nicht.
Wenn Sie Drehzyklen mit
M144 ausführen, verändern sich
die Winkel des Werkzeugs gegenüber der Kontur. Die TNC
berücksichtigt diese Veränderungen automatisch und überwacht so
auch die Bearbeitung im angestellten Zustand.
Sie können Stechzyklen und Gewindezyklen bei
einer angestellten Bearbeitung nur unter einem
rechtwinkligen Anstellwinkel (+90°, -90°) verwenden.
Die Werkzeugkorrektur
FUNCTION TURNDATA CORR-
TCS wirkt immer im Werkzeug-Koordinatensystem,
auch während einer angestellten Bearbeitung.