6 programmier-beispiele, Beispiel: konturfräsen in mehreren zustellungen, Programmier-beispiele – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 293: Programmier-beispiele 8.6
Programmier-Beispiele
8.6
8
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
293
8.6
Programmier-Beispiele
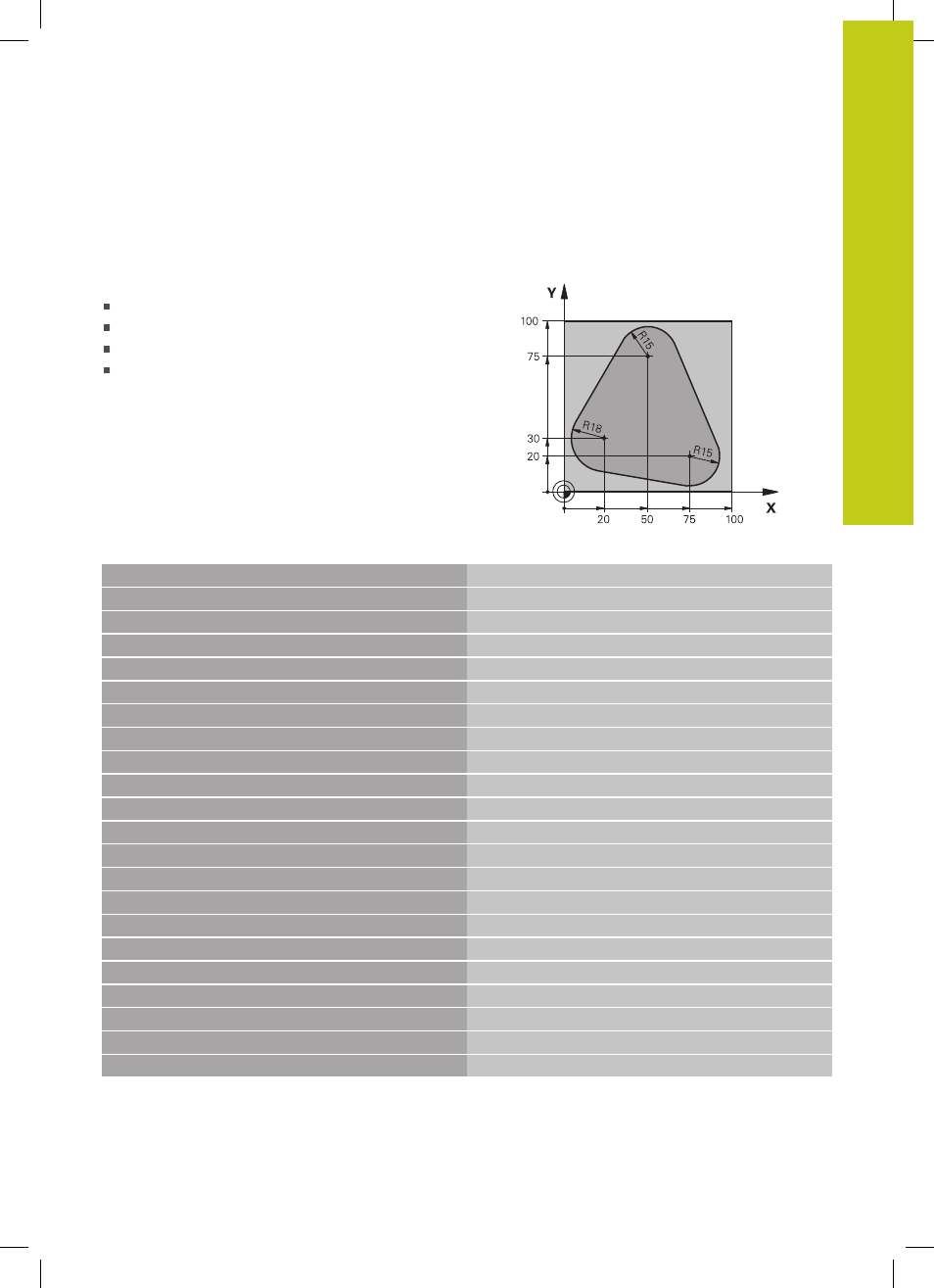
Beispiel: Konturfräsen in mehreren Zustellungen
Programm-Ablauf:
Werkzeug vorpositionieren auf Oberkante Werkstück
Zustellung inkremental eingeben
Konturfräsen
Zustellung und Konturfräsen wiederholen
0 BEGIN PGM PGMWDH MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Werkzeugaufruf
4 L Z+250 R0 FMAX
Werkzeug freifahren
5 L X-20 Y+30 R0 FMAX
Vorpositionieren Bearbeitungsebene
6 L Z+0 R0 FMAX M3
Vorpositionieren auf Oberkante Werkstück
7 LBL 1
Marke für Programmteil-Wiederholung
8 L IZ-4 R0 FMAX
Inkrementale Tiefen-Zustellung (im Freien)
9 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Kontur anfahren
10 FC DR- R18 CLSD+ CCX+20 CCY+30
Kontur
11 FLT
12 FCT DR- R15 CCX+50 CCY+75
13 FLT
14 FCT DR- R15 CCX+75 CCY+20
15 FLT
16 FCT DR- R18 CLSD- CCX+20 CCY+30
17 DEP CT CCA90 R+5 F1000
Kontur verlassen
18 L X-20 Y+0 R0 FMAX
Freifahren
19 CALL LBL 1 REP 4
Rücksprung zu LBL 1; insgesamt vier Mal
20 L Z+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
21 END PGM PGMWDH MM