6 dreidimensionale werkzeugkorrektur (option #9), Einführung, Dreidimensionale werkzeugkorrektur (option #9) – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 475
Dreidimensionale Werkzeugkorrektur (Option #9) 12.6
12
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
475
12.6
Dreidimensionale Werkzeugkorrektur
(Option #9)
Einführung
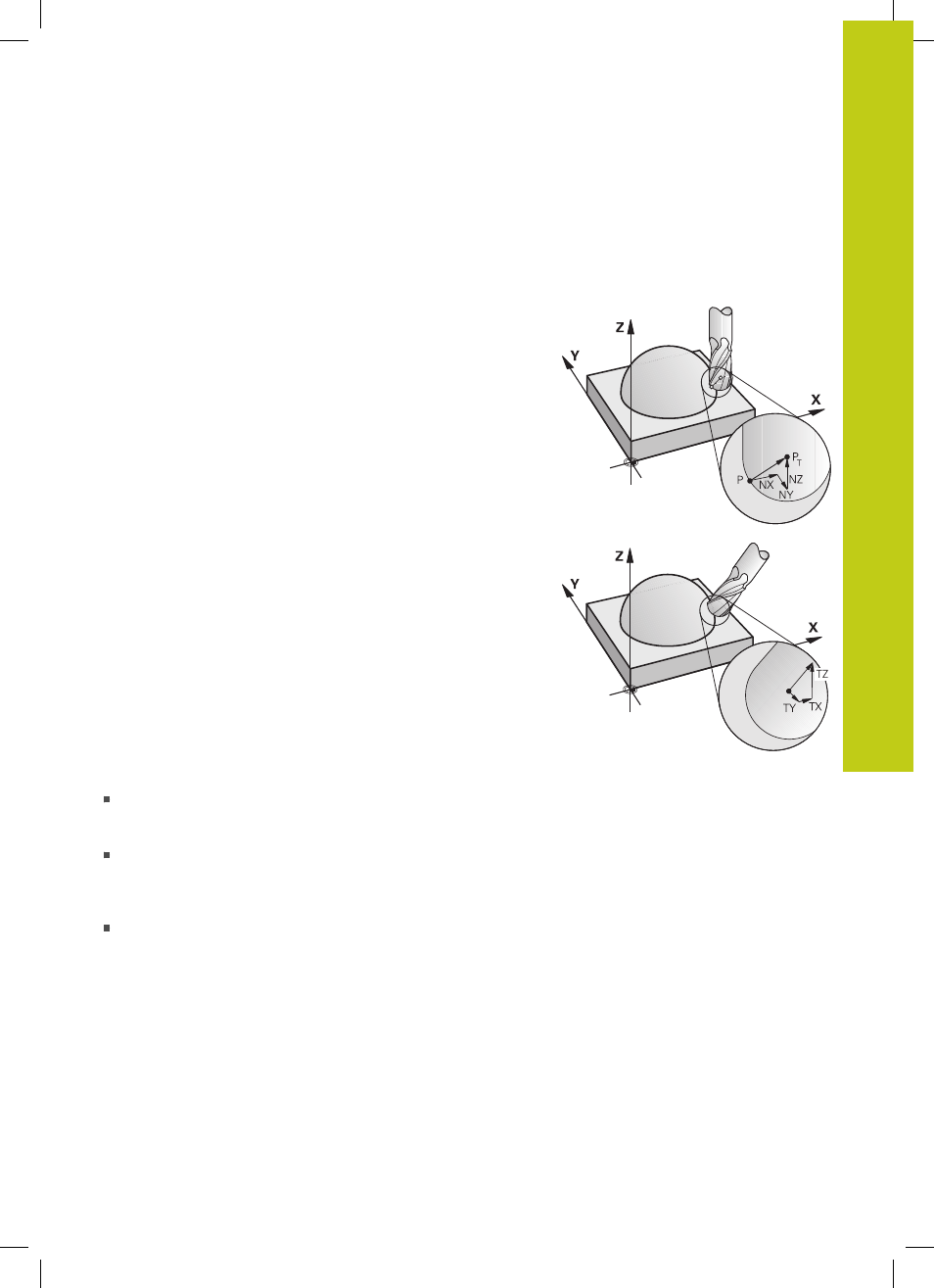
Die TNC kann eine dreidimensionale Werkzeugkorrektur (3D-
Korrektur) für Geraden-Sätze ausführen. Neben den Koordinaten
X,Y und Z des Geraden-Endpunkts, müssen diese Sätze auch die
Komponenten NX, NY und NZ des Flächen-Normalenvektors, siehe
"Definition eines normierten Vektors", Seite 476 enthalten.
Wenn Sie eine Werkzeugorientierung durchführen wollen,
müssen diese Sätze zusätzlich noch einen normierten Vektor
mit den Komponenten TX, TY und TZ enthalten, der die
Werkzeugorientierung festlegt, siehe "Definition eines normierten
Vektors", Seite 476.
Der Geraden-Endpunkt, die Komponenten der Flächennormalen
und die Komponenten für die Werkzeugorientierung müssen Sie
von einem CAM-System berechnen lassen.
Einsatz-Möglichkeiten
Einsatz von Werkzeugen mit Abmessungen, die nicht mit den
vom CAM-System berechneten Abmessungen übereinstimmen
(3D-Korrektur ohne Definition der Werkzeugorientierung)
Face Milling: Korrektur der Fräsergeometrie in Richtung der
Flächennormalen (3D-Korrektur ohne und mit Definition der
Werkzeugorientierung). Zerspanung erfolgt primär mit der
Stirnseite des Werkzeugs
Peripheral Milling: Korrektur des Fräserradius senkrecht zur
Bewegungsrichtung und senkrecht zur Werkzeugrichtung
(dreidimensionale Radiuskorrektur mit Definition der
Werkzeugorientierung). Zerspanung erfolgt primär mit der
Mantelfläche des Werkzeugs