3 zusatz-funktionen für koordinatenangaben, Zusatz-funktionen für koordinatenangaben – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 370
Programmieren: Zusatz-Funktionen
10.3
Zusatz-Funktionen für Koordinatenangaben
10
370
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
10.3
Zusatz-Funktionen für
Koordinatenangaben
Maschinenbezogene Koordinaten programmieren:
M91/M92
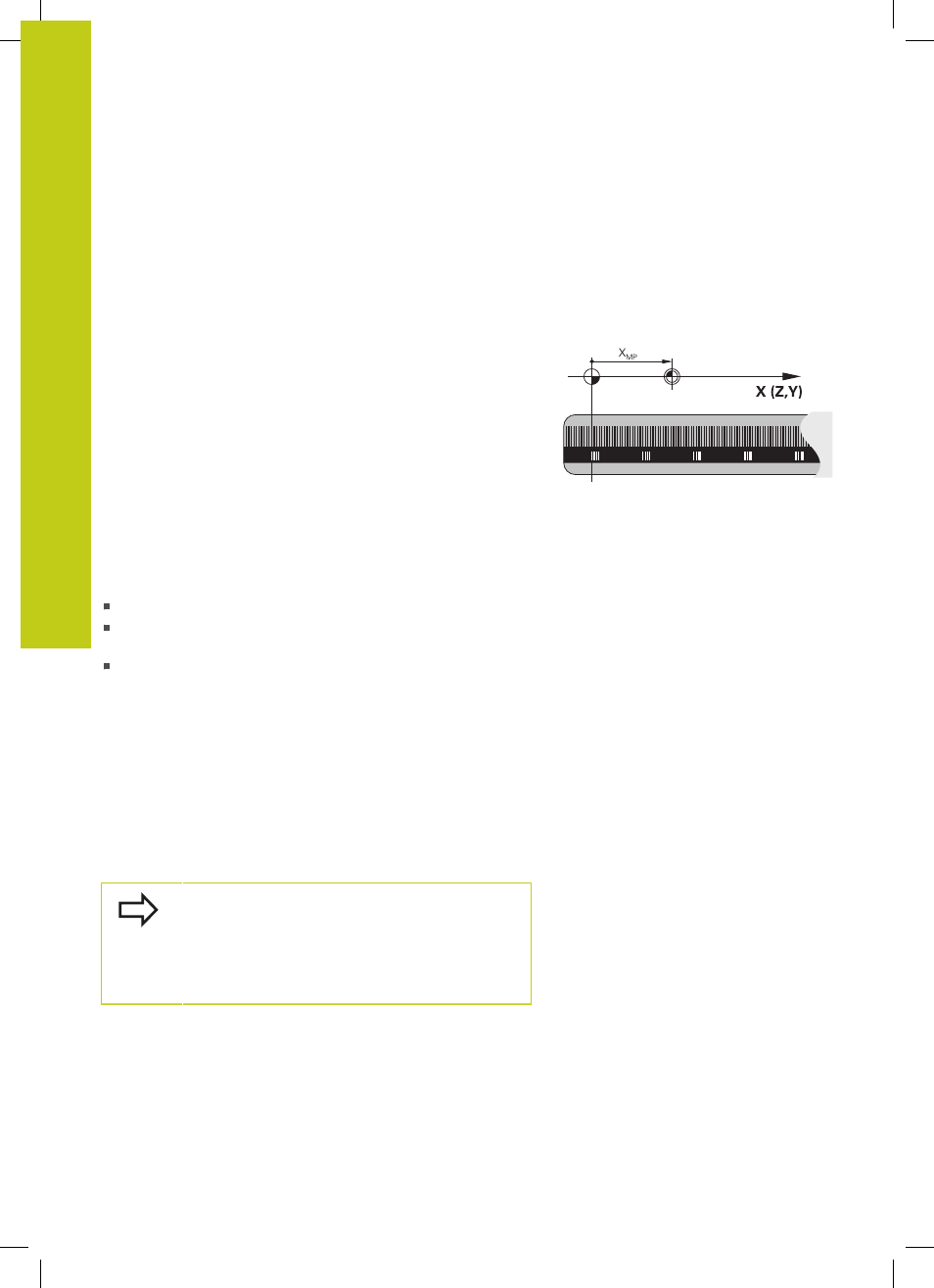
Maßstab-Nullpunkt
Auf dem Maßstab legt eine Referenzmarke die Position des
Maßstab-Nullpunkts fest.
Maschinen-Nullpunkt
Den Maschinen-Nullpunkt benötigen Sie, um
Verfahrbereichsbegrenzungen (Software-Endschalter) zu setzen
maschinenfeste Positionen (z. B. Werkzeugwechsel-Position)
anzufahren
einen Werkstück-Bezugspunkt zu setzen
Der Maschinenhersteller gibt für jede Achse den Abstand
des Maschinen-Nullpunkts vom Maßstab-Nullpunkt in einen
Maschinenparameter ein.
Standardverhalten
Koordinaten bezieht die TNC auf den Werkstück-Nullpunkt, siehe
"Bezugspunkt-Setzen ohne 3D-Tastsystem", Seite 544.
Verhalten mit M91 – Maschinen-Nullpunkt
Wenn sich Koordinaten in Positioniersätzen auf den Maschinen-
Nullpunkt beziehen sollen, dann geben Sie in diesen Sätzen M91
ein.
Wenn Sie in einem M91-Satz inkrementale
Koordinaten programmieren, dann beziehen sich
diese Koordinaten auf die letzte programmierte
M91-Position. Ist im aktiven NC-Programm keine
M91-Position programmiert, dann beziehen sich die
Koordinaten auf die aktuelle Werkzeugposition.
Die TNC zeigt die Koordinatenwerte bezogen auf den Maschinen-
Nullpunkt an. In der Statusanzeige schalten Sie die Koordinaten-
Anzeige auf REF, siehe "Statusanzeigen", Seite 78.