R = 20 y x z – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 110
TNC 360
5-26
5
Werkzeug-Bewegungen programmieren
RND
5.4
Bahnbewegungen – rechtwinklige Koordinaten
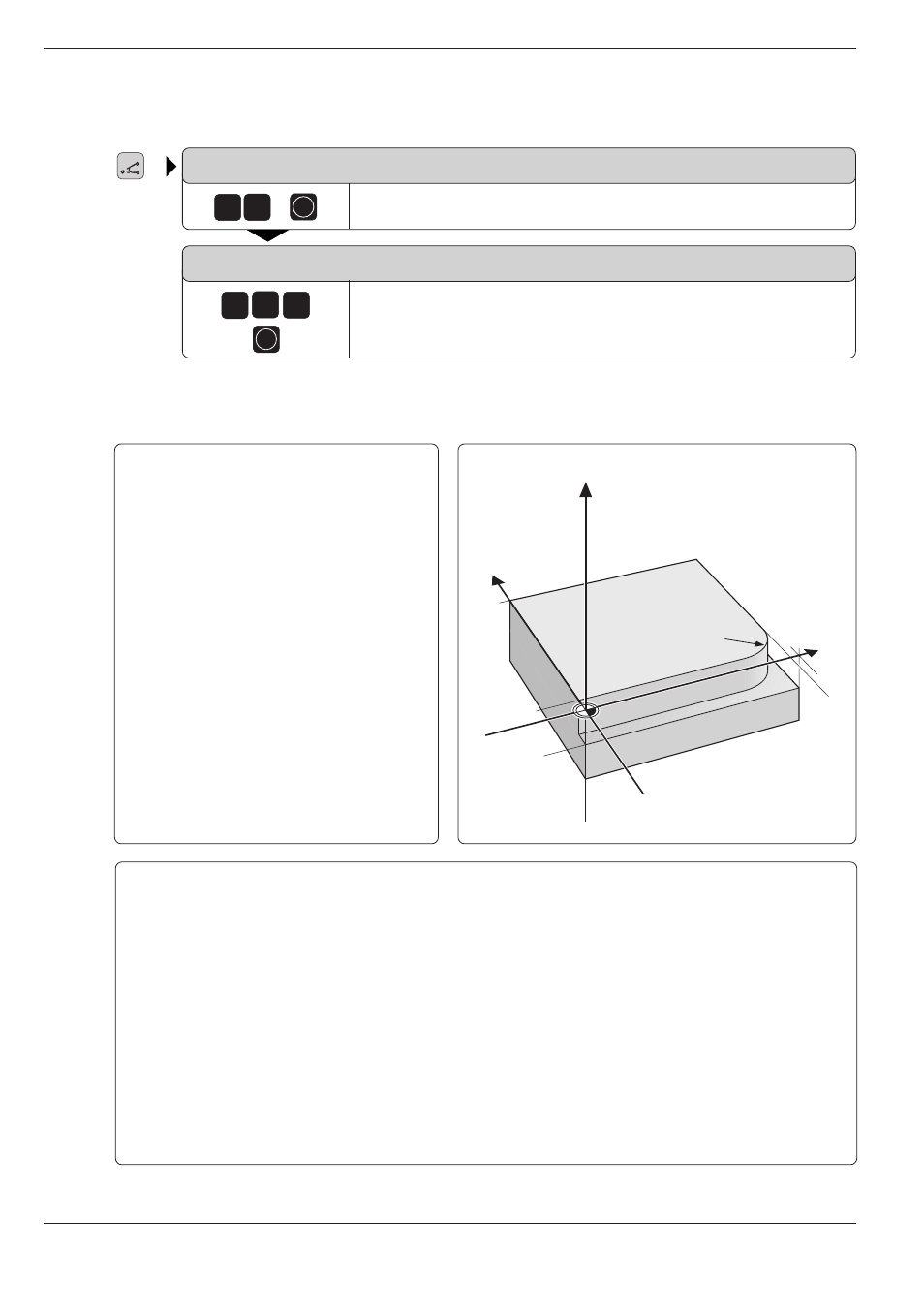
Übungsbeispiel: Ecke runden
Koordinaten des Eckpunkts:
X
= 95 mm
Y
=
5 mm
Rundungs-Radius:
R
= 20 mm
Frästiefe:
ZF = –15 mm
Werkzeug-Radius:
R
= 10 mm
100
5
–15
100
95
R = 20
Y
X
Z
Bearbeitungsprogramm
0
BEGIN PGM 360526 MM ................................... Programm-Beginn
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Rohteil
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+10 ...................................... Werkzeug definieren
4
TOOL CALL 1 Z S1500 ....................................... Werkzeug aufrufen
5
L Z+100 R0 FMAX M6 ....................................... Werzeug einwechseln
6
L X–10 Y–5 FMAX ............................................... Werkzeug vorpositionieren
7
L Z–15 FMAX M3
8
L X+0 Y+5 RR F100 ............................................ Erster Konturpunkt
9
L X+95 ................................................................ Erste Gerade für Ecke programmieren
10
RND R20 ............................................................. Anstelle einer Ecke wird ein Übergangs-Kreis mit Radius
R = 20 mm zwischen den Konturelementen eingefügt
11
L Y+100 .............................................................. Zweite Gerade für Ecke programmieren
12
L X+120 Y+120 R0 FMAX .................................. Werkzeug freifahren und Programm beenden
13
L Z+100 R0 FMAX M2
14
END PGM 360526 MM
Kreisbahn tangential zwischen zwei Konturelementen programmieren
RUNDUNGS-RADIUS R?
Rundungs-Radius eingeben, z. B. R=10 mm
VORSCHUB? F=
Vorschub für Rundungs-Radius eingeben, z. B. F=100 mm/min
NC-Satz: z. B. RND 10 F 100
1
z.B.
0
ENT
0
1
z.B.
0
ENT