HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 134
TNC 360
6-10
6
Unterprogramme und Programmteil-Wiederholungen
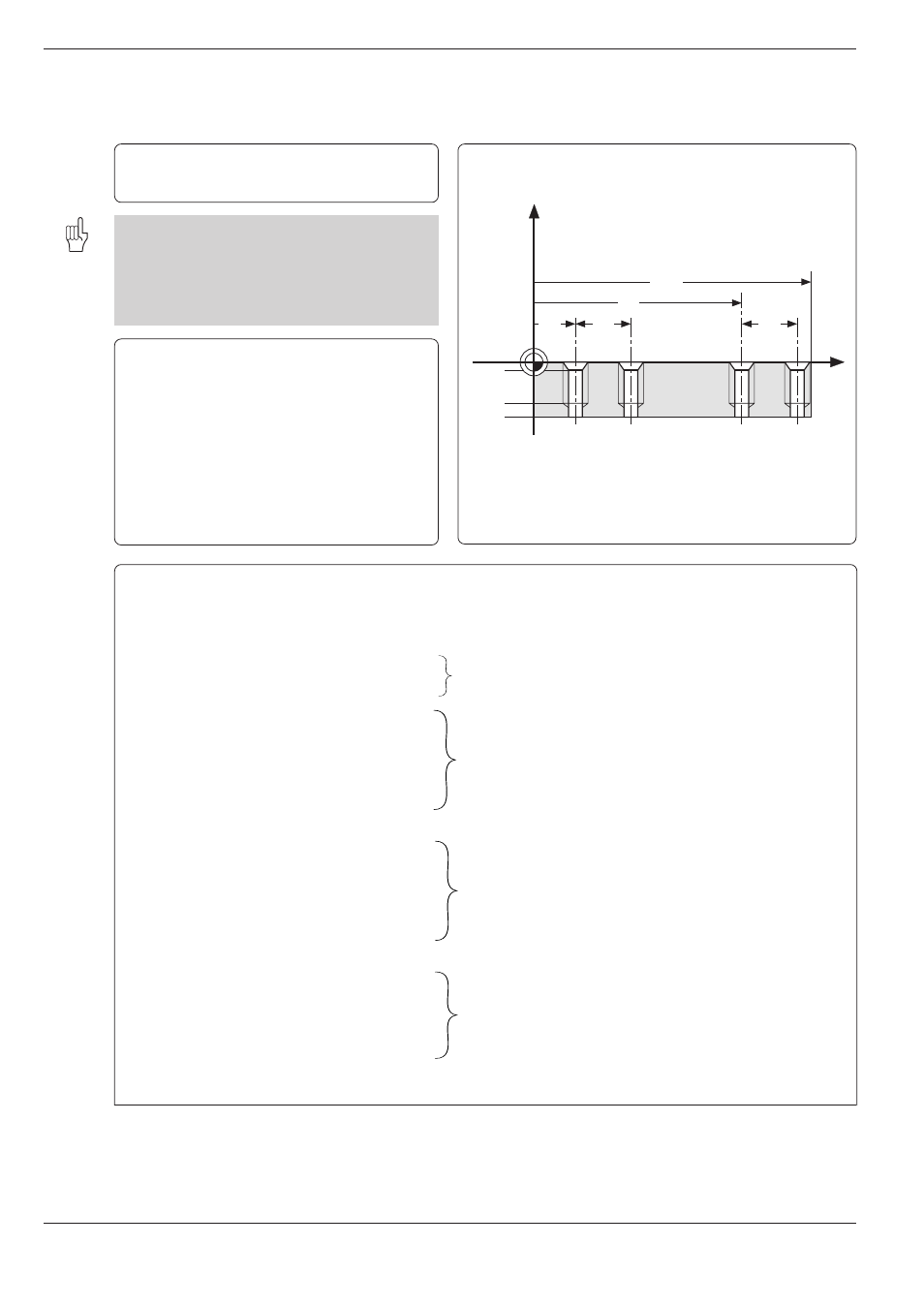
Z
X
–3
–15
–20
100
20
20
15
75
6.4
Verschachtelungen
Werkzeug-Definition für Senken (T 35), Tiefbohren (T25) und
Gewindebohren (T30)
Zyklus-Definition TIEFBOHREN für Senken
Zyklus-Definition TIEFBOHREN
Zyklus-Definition GEWINDEBOHREN
Fortsetzung nächste Seite
Übungsbeispiel: Bohrungsgruppen an drei Stellen (siehe S. 6-4), jedoch mit 3 verschiedenen Werkzeugen
Arbeitsablauf:
Senken - Tiefbohren - Gewindebohren
Die Bohrbearbeitungen werden mit dem Zyklus 1
TIEFBOHREN (siehe S. 8-5) und Zyklus 2 GE-
WINDEBOHREN (siehe S. 8-7) programmiert.
Die Bohrungsgruppen werden in einem Unter-
programm angefahren und die Bohrungen in
einem zweiten Unterprogramm gesetzt.
Koordinaten der ersten Bohrung jeder Gruppe:
➀
X = 15 mm
Y = 10 mm
➁
X = 45 mm
Y = 60 mm
➂
X = 75 mm
Y = 10 mm
Abstand der Bohrungen IX= 20 mm IY= 20 mm
Bohrungsdaten:
Senken
ZS =
3 mm
Ø = 7 mm
Tiefbohren
ZT = 15 mm
Ø = 5 mm
Gewindebohren
ZG = 10 mm
Ø = 6 mm
Bearbeitungsprogramm
0
BEGIN PGM 3600610 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 25 L+0 R+2,5
4
TOOL DEF 30 L+0 R+3
5
TOOL DEF 35 L+0 R+3,5
6
CYCL DEF 1.0 TIEFBOHREN
7
CYCL DEF 1.1 ABST–2
8
CYCL DEF 1.2 TIEFE–3
9
CYCL DEF 1.3 ZUSTLG–3
10
CYCL DEF 1.4 V. ZEIT0
11
CYCL DEF 1.5 F100
12
TOOL CALL 35 Z S 500
13
CALL LBL 1 ........................................................ Aufruf von Unterprogramm 1
14
CYCL DEF 1.0 TIEFBOHREN
15
CYCL DEF 1.1 ABST–2
16
CYCL DEF 1.2 TIEFE–25
17
CYCL DEF 1.3 ZUSTLG–6
18
CYCL DEF 1.4 V. ZEIT0
19
CYCL DEF 1.5 F50
20
TOOL CALL 25 Z S 1000
21
CALL LBL 1 ........................................................ Aufruf von Unterprogramm 1
22
CYCL DEF 2.0 GEWINDEBOHREN
23
CYCL DEF 2.1 ABST–2
24
CYCL DEF 2.2 TIEFE–15
25
CYCL DEF 2.3 V.ZEIT0
26
CYCL DEF 2.4 F100
27
TOOL CALL 30 Z S 250
28
CALL LBL 1 ........................................................ Aufruf von Unterprogramm 1
29
L Z+100 R0 FMAX M2 ....................................... Letzter Programmsatz, Rücksprung