Yx z – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 148
7-13
TNC 360
7
Programmieren mit Q-Parametern
7.7 Messen mit dem 3D-Tastsystem während des Programmlaufs
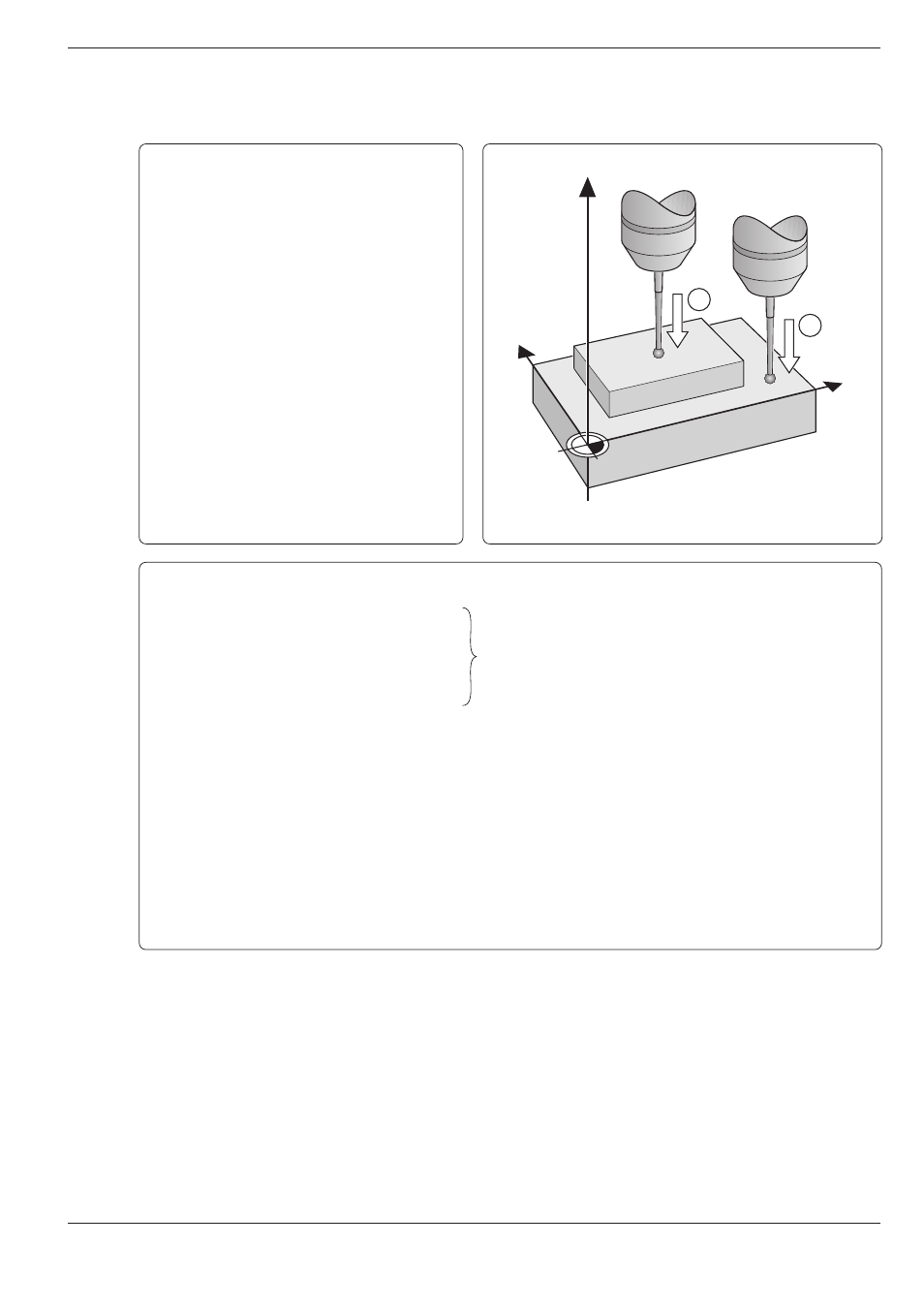
Übungsbeispiel: Höhe einer Insel auf dem Werkstück bestimmen
Koordinaten für die Vorpositionierung des
3D-Tastsystems
Antastpunkt 1:
X = + 20 mm (Q11)
Y =
50 mm (Q12)
Z =
10 mm (Q13)
Antastpunkt 2:
X = + 50 mm (Q21)
Y =
10 mm (Q22)
Z =
0 mm (Q23)
Bearbeitungsprogramm:
0
BEGIN PGM 3600717 MM
1
FN0: Q11 = + 20
2
FN0: Q12 = + 50
3
FN0: Q13 = + 10
4
FN0: Q21 = + 50
5
FN0: Q22 = + 10
6
FN0: Q23 = + 0
7
TOOL CALL 0 Z
8
L Z+100 R0 FMAX M6 ....................................... Tastsystem einwechseln
9
TCH PROBE 0.0 BEZUGSEBENE Q10 Z–
10
TCH PROBE 0.1 X+Q11 Y+Q12 Z+Q13 ............. In negative Richtung angetastete Z-Koordinate Q10 zuweisen
(1. Punkt)
11
L X+Q21 Y+Q22 ................................................. Hilfspunkt für zweite Vorpositionierung
12
TCH PROBE 0.0 BEZUGSEBENE Q20 Z–
13
TCH PROBE 0.1 X+Q21 Y+Q22 Z+Q23 ............. In negative Richtung angetastete Z-Koordinate wird in Q20
gespeichert (2. Punkt)
14
FN2: Q1 = Q20–Q10 .......................................... Höhe der Insel ermitteln und Q1 zuweisen
15
STOP .................................................................. Nach Anhalten des Programmlaufs kann Q1 kontrolliert
werden (siehe S. 7-14)
16
L Z+100 R0 FMAX M2
17
END PGM 3600717 MM .................................... Werkzeug freifahren und Programm beenden
Y
X
Z
1
2
Programm-Beginn; Parametern Koordinaten zum
Vorpositionieren des Tastsystems zuweisen