HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 131
6-7
TNC 360
6
Unterprogramme und Programmteil-Wiederholungen
100
–20,2
Y
X
Z
–30
–51
–70
11
50
89 100
21,646
78,354
R30
100
8
Y
X
Z
9
10
11
22
21
20
19
6.2
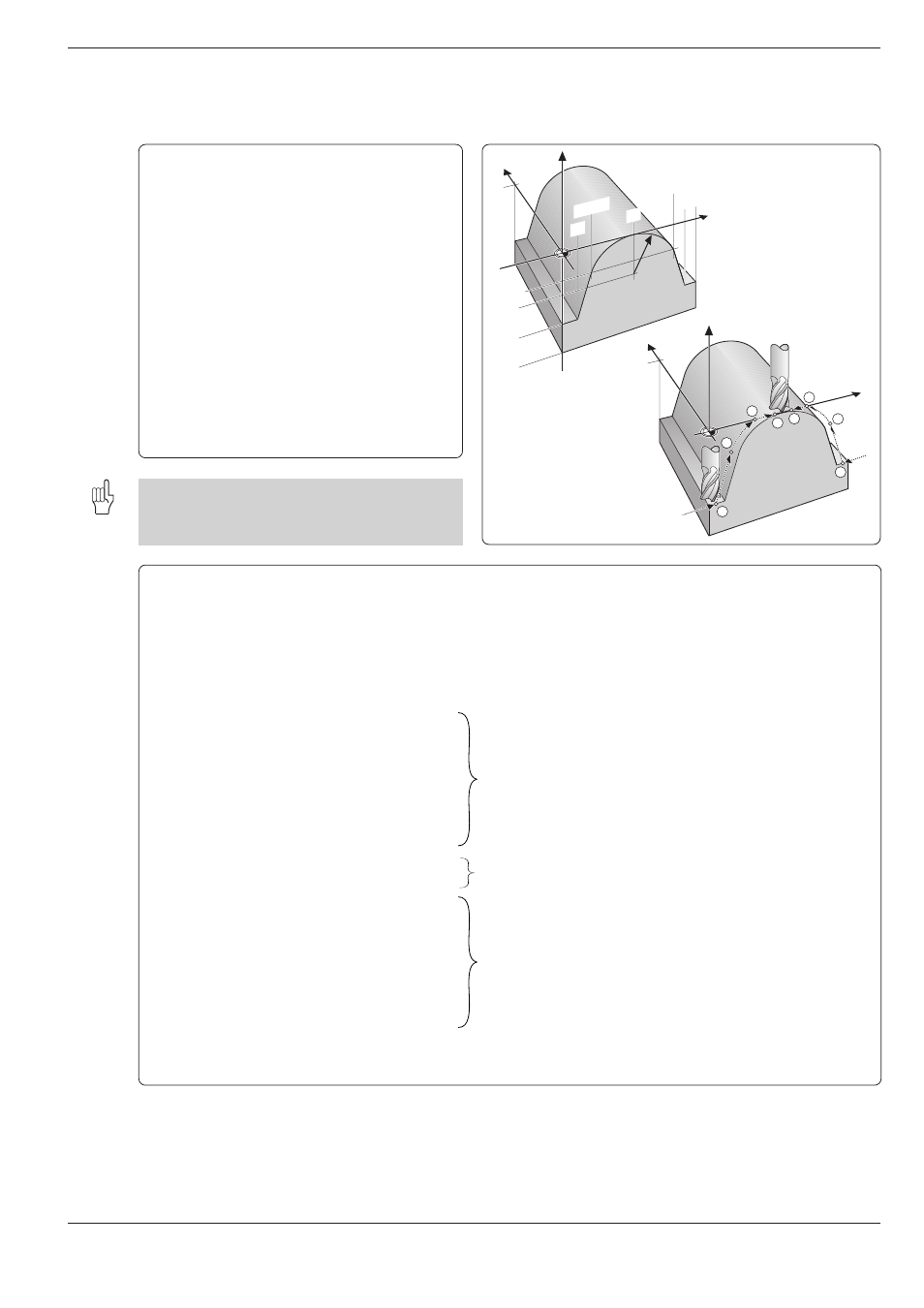
Programmteil-Wiederholungen
Programmteil-Wiederholung 1: Bearbeitung von
X=0 bis 50 mm und Y=0 bis 100 mm
Programmteil-Wiederholung 2: Bearbeitung von
X=50 bis 100 mm und Y=0 bis 100 mm
Freifahren, erneut positionieren
Übungsbeispiel: Fräsbearbeitung mit Programmteil-Wiederholung ohne Radiuskorrektur
Arbeitsablauf
• Fräsrichtung von unten nach oben
• Bearbeitung des Bereichs von X=0 bis 50 mm
(alle X-Koordinaten um Werkzeug-Radius
verringert programmieren)
und von Y=0 bis 100 mm – LBL 1
• Bearbeitung des Bereichs von X=50 bis
X=100 mm (alle X-Koordinaten um Werk-
zeug-Radius vergrößert programmieren)
und von Y =0 bis 100 mm – LBL 2
• Werkzeug wird nach jedem Frässchritt
inkremental um +2,5 mm in der Y-Achse
verfahren.
In nebenstehender Abbildung sind die Satz-
Nummern eingetragen, in denen der Endpunkt
des Konturelements programmiert ist.
Bearbeitungsprogramm:
0
BEGIN PGM 360067 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–70
2
BLK FORM 0.2 X+100 Y+100 Z+0 ..................... Achtung: BLK-FORM geändert
3
TOOL DEF 1 L+0 R+10
4
TOOL CALL 1 Z S1000
5
L X-20 Y-1 R0 FMAX M3
6
LBL 1
7
L Z–51 FMAX
8
L X+1 F100
9
L X+11,646 Z–20,2
10
CT X+40 Z+0
11
L X+41
12
L Z+10 FMAX
13
L X–20 IY+2,5
14
CALL LBL 1 REP40/40
15
L Z+20 FMAX
16
L X+120 Y–1
17
LBL2
18
L Z–51 FMAX
19
L X+99 F100
20
L X+88,354 Z–20,2
21
CT X+60 Z+0
22
L X+59
23
L Z+10 FMAX
24
L X+120 IY+2,5
25
CALL LBL 2 REP40/40
26
L Z+100 FMAX M2
27
END PGM 360067 MM