HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 89
5-5
TNC 360
5
Werkzeug-Bewegungen programmieren
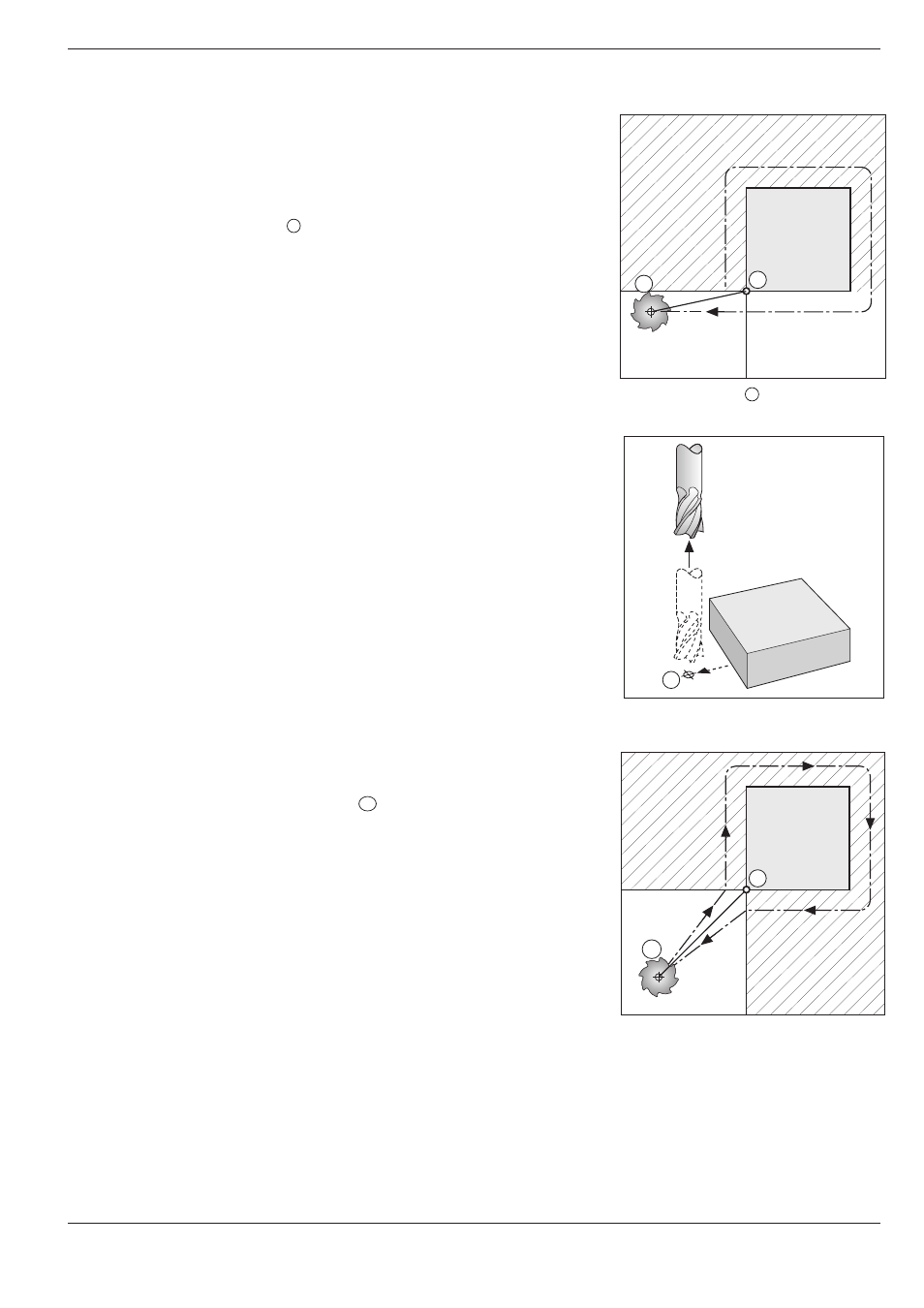
Abb. 5.8:
Gemeinsamer Start- und Endpunkt
Abb. 5.7:
Spindelachse separat freifahren
5.2
Kontur anfahren und verlassen
E
Endpunkt
Für den Endpunkt gelten ebenfalls die Bedingungen
• Kollisionsfrei anfahrbar
• Nähe zum letzten Konturpunkt
• Vermeidung einer Beschädigung von Werkstück und Werkzeug
Der optimale Endpunkt
E
liegt wieder in der Verlängerung der Werkzeug-
bahn. Der Endpunkt darf innerhalb des nicht schraffierten Bereichs liegen
und wird ohne Radiuskorrektur angefahren.
Endpunkt in der Spindelachse verlassen
Die Spindelachse wird zum Verlassen des Endpunkts separat verfahren.
Beispiel:
L
X ... Y ... R0
Endpunkt anfahren
L
Z+50
Werkzeug freifahren
Gemeinsamer Start- und Endpunkt
Innerhalb des in den Abbildungen nicht schraffierten Bereichs kann ein
gemeinsamer Start- und Endpunkt
SE
festgelegt werden.
Der optimale gemeinsame Start- und Endpunkt liegt genau zwischen den
Verlängerungen der Werkzeugbahnen zur Bearbeitung des ersten und
letzten Konturelements.
Ein gemeinsamer Start- und Endpunkt wird jeweils ohne Radiuskorrektur
angefahren.
A
SE
R0
A
E
R0
Abb. 5.6:
Endpunkt
E
einer Bearbeitung