Spindeldrehzahl s eingeben, Spindeldrehzahl s ändern – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 43
TNC 360
2-5
2
Handbetrieb und Einrichten
0
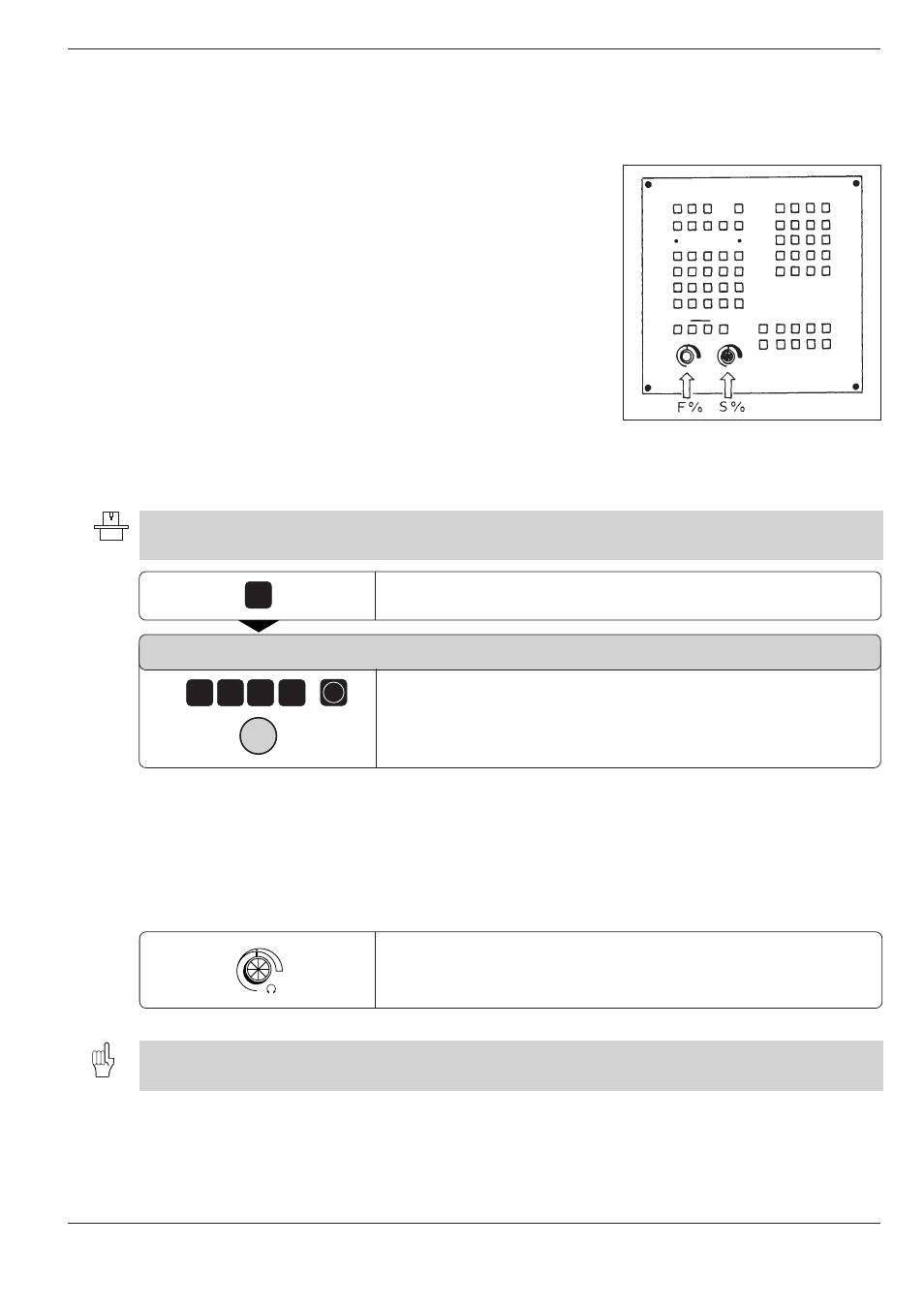
100
150
50
S %
Abb. 2.4:
Drehknöpfe für Spindel- und
Vorschub-Override
1
z.B.
0
0
0
ENT
TOOL
CALL
I
2.2 Spindeldrehzahl S, Vorschub F und Zusatz-Funktion M
In den Betriebsarten MANUELLER BETRIEB und EL. HANDRAD lassen
sich folgende Größen eingeben und ändern:
• Zusatz-Funktion M
• Spindeldrehzahl S
• Vorschub F (läßt sich nur ändern)
Für ein Bearbeitungsprogramm werden diese Funktionen direkt in der
Betriebsart PROGRAMM-EINSPEICHERN/EDITIEREN eingegeben.
Spindeldrehzahl S eingeben
Der Maschinenhersteller legt fest, welche Spindeldrehzahlen S an Ihrer TNC erlaubt sind. Beachten Sie Ihr
Maschinen-Handbuch.
Dialog mit Taste TOOL CALL eröfnen
SPINDELDREHZAHL S IN U/MIN?
Spindeldrehzahl S eingeben, z.B. 1000 U/min
Spindeldrehzahl S mit der externen START-Taste übernehmen
Die Spindeldrehung mit der eingegebenen Drehzahl S wird mit einer
Zusatz-Funktion M gestartet.
Spindeldrehzahl S ändern
Drehknopf für Spindeldrehzahl-Override drehen:
Spindeldrehzahl S auf 0 bis 150% des letztgültigen Wertes einstellen
Mit dem Drehknopf für den Spindeldrehzahl-Override kann die Spindeldrehzahl nur bei Maschinen mit
stufenlosem Spindelantrieb geändert werden.