3 vorbelegte q-parameter -10, 3 vorbelegte q-parameter – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 221
TNC 360
12-10
12
Tabellen, Übersichten, Diagramme
12.3 Vorbelegte Q-Parameter
Die Q-Parameter Q100 bis Q113 werden von der TNC mit Werten belegt.
Den Q-Parametern werden zugewiesen:
• Werte aus der PLC
• Angaben zu Werkzeug und Spindel
• Angaben zum Betriebszustand usw.
Werte aus der PLC: Q100 bis Q107
Die TNC benutzt die Parameter Q100 bis Q107, um Werte aus der PLC in
ein NC-Programm zu übernehmen
Werkzeug-Radius: Q108
Der Radius des aktuellen Werkzeugs wird Q108 zugewiesen.
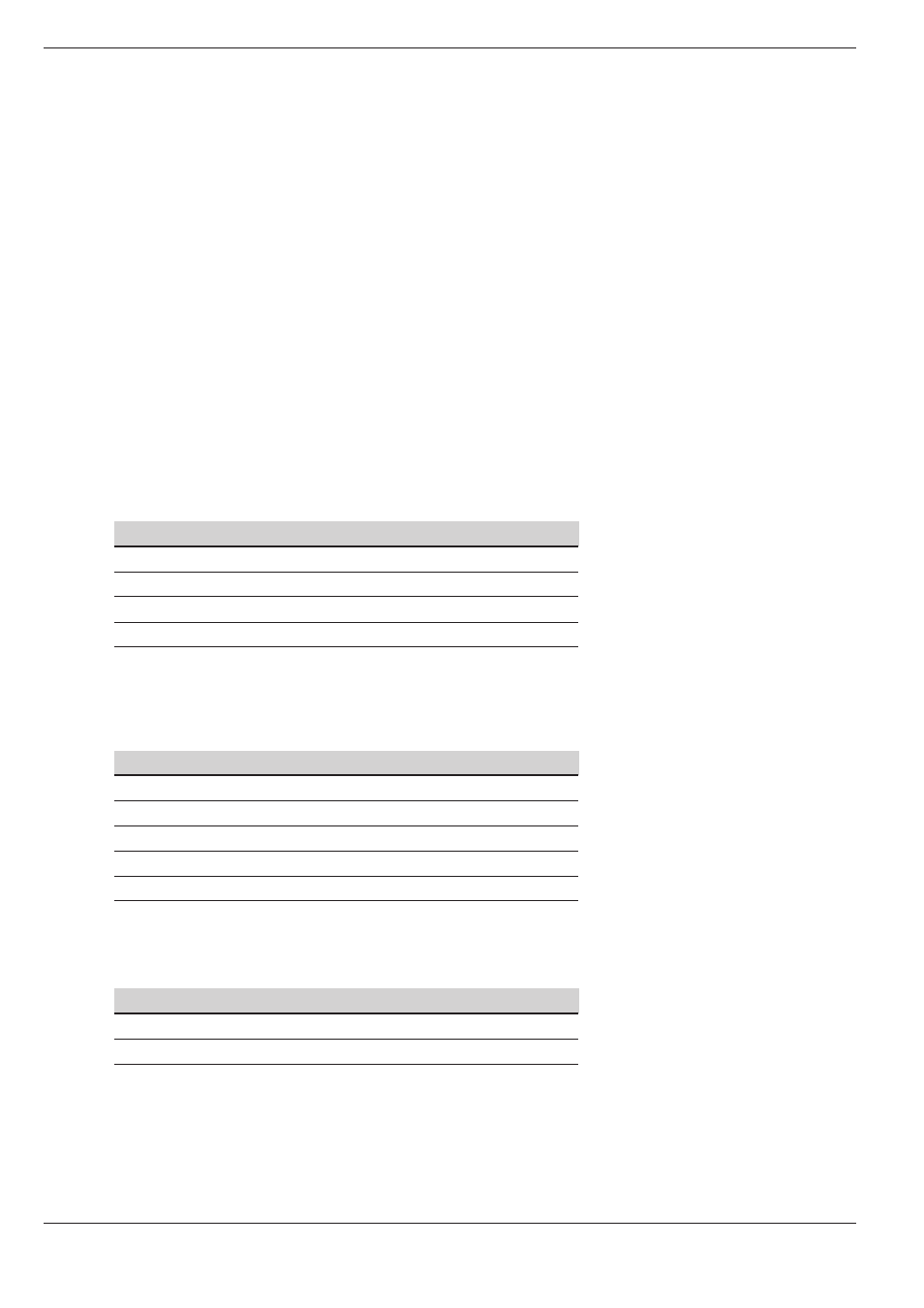
Werkzeug-Achse: Q109
Der Wert des Parameters Q109 hängt von der aktuellen Werkzeug-Achse
ab.
Werkzeug-Achse
Parameter-Wert
Keine Werkzeug-Achse definiert
Q109 = –1
Z-Achse
Q109 =
2
Y-Achse
Q109 =
1
X-Achse
Q109 =
0
Spindel-Zustand: Q110
Der Wert des Parameters Q110 hängt von der zuletzt programmierten M-
Funktion für die Spindel ab.
M-Funktion
Parameter-Wert
Kein Spindel-Zustand definiert
Q110 = –1
M03: Spindel EIN, Uhrzeigersinn
Q110 =
0
M04: Spindel EIN, Gegenuhrzeigersinn
Q110 =
1
M05 nach M03
Q110 =
2
M05 nach M04
Q110 =
3
Kühlmittel-Versorgung: Q111
M-Funktion
Parameter-Wert
M08: Kühlmittel EIN
Q111 =
1
M09: Kühlmittel AUS
Q111 =
0