Kreistasche (zyklus 5) – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 168
TNC 360
8-14
8
Zyklen
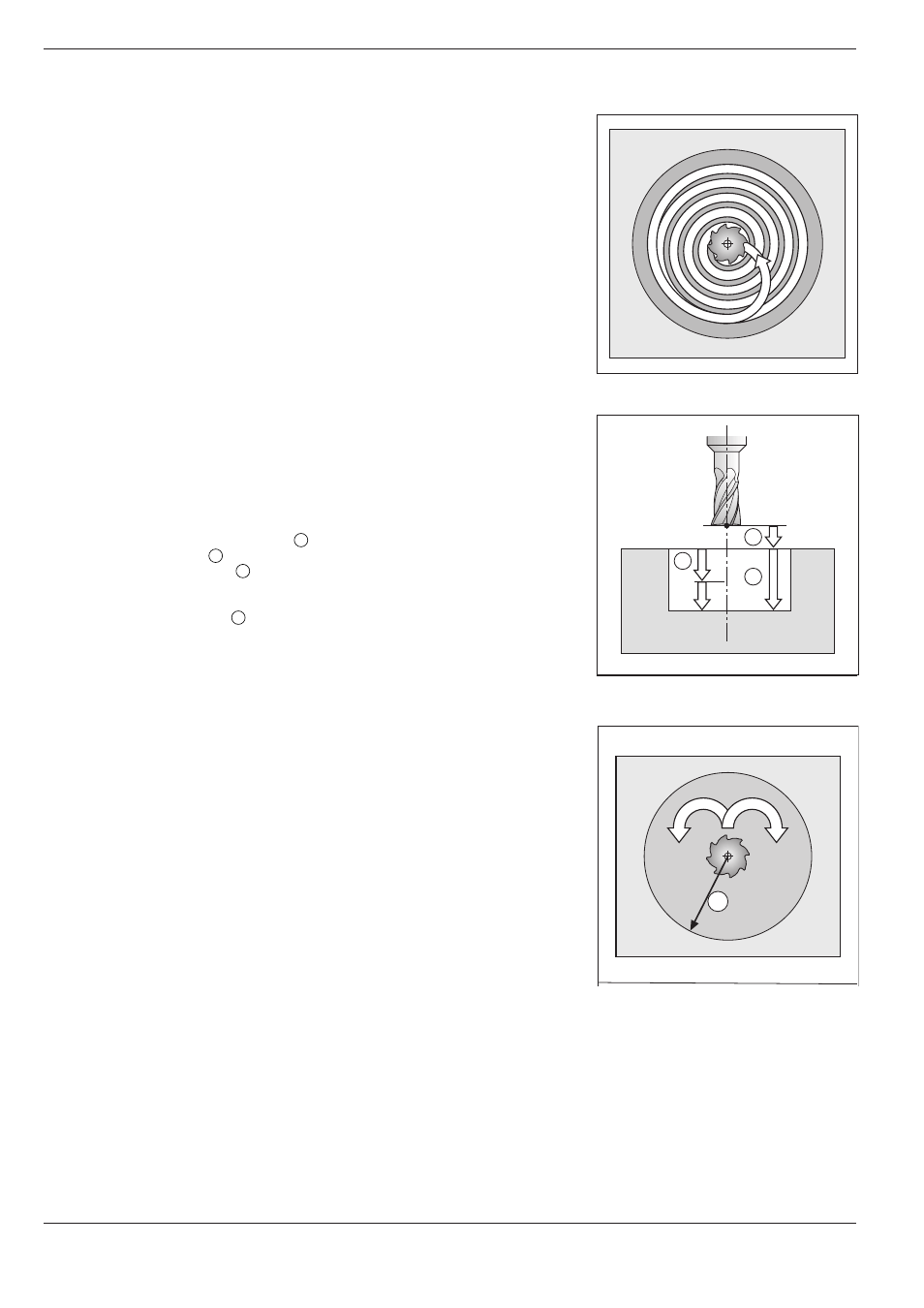
Abb. 8.12: Umlaufsinn der Fräserbahn
Abb. 8.10: Werkzeug-Bahn beim Ausräumen
8.2
Einfachere Bearbeitungszyklen
DR+
DR–
F
R
A
B
C
Abb. 8.11: Abstände und Zustellungen beim
Zyklus KREISTASCHE
KREISTASCHE (Zyklus 5)
Start-Position in der Bearbeitungsebene
Positionieren Sie das Werkzeug in der Bearbeitungsebene mit
Radiuskorrektur R0 in die Mitte der Tasche.
Zyklus-Ablauf
• Beim Schrupp-Zyklus Kreistasche sticht das Werkzeug aus der Start-
position (Taschenmitte) in das Werkstück ein
• Danach beschreibt es eine spiralförmige Bahn mit dem eingegebenen
Vorschub (s. Abb.). Die seitliche Zustellung erfolgt um den Betrag k
(siehe TASCHENFRÄSEN Zyklus 4: Berechnungen)
• Dieser Vorgang wiederholt sich, bis die eingegebene Frästiefe erreicht
ist
• Am Ende verfährt das Werkzeug wieder zur Start-Position
Voraussetzungen
Der Zyklus erfordert einen Fräser mit einem Stirnzahn über Mitte schnei-
dend (DIN 844), oder Vorbohren in der Taschenmitte.
Eingaben
• SICHERHEITS-ABSTAND
A
• FRÄSTIEFE
B
: TIEFE der Tasche
• ZUSTELL-TIEFE
C
• VORSCHUB-TIEFENZUSTELLUNG:
Verfahrgeschwindigkeit des Werkzeugs beim Einstechen
• KREIS-RADIUS
R
:
Radius der Kreistasche
• VORSCHUB:
Verfahrgeschwindigkeit des Werkzeugs in der Bearbeitungsebene
• UMLAUFSINN DER FRÄSERBAHN:
DR + :
Gleichlauf-Fräsen bei M3
DR – :
Gegenlauf-Fräsen bei M3