Kontur anfahren und verlassen, Start- und endpunkt einer bearbeitung, 2 kontur anfahren und verlassen – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 88
TNC 360
5-4
5
Werkzeug-Bewegungen programmieren
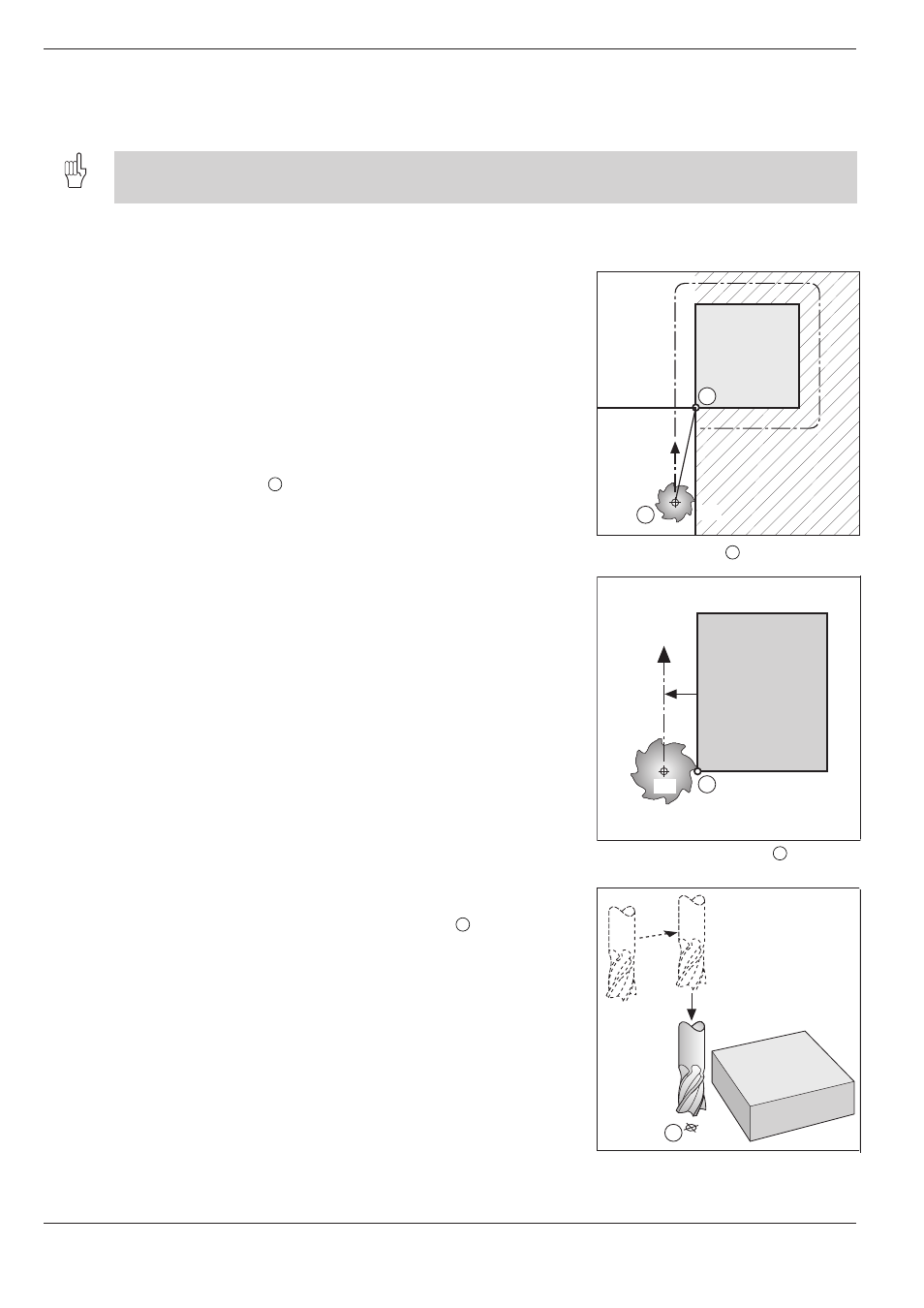
Abb. 5.5:
Separates Verfahren der Spindel
bei Kollisionsgefahr
Abb. 5.4:
Erster Konturpunkt
A
einer
Bearbeitung
RL
A
RL
S
A
R0
S
Abb. 5.3:
Startpunkt
S
einer Bearbeitung
5.2 Kontur anfahren und verlassen
Besonders sicher und komfortabel wird das Werkstück auf einer Kreisbahn angefahren und verlassen, die tangential
an die Kontur anschließt. Dies geschieht mit der Funktion „Ecken-Runden“ (RND) (siehe S. 5-25).
Start- und Endpunkt einer Bearbeitung
Startpunkt
Vom Startpunkt aus fährt das Werkzeug den ersten Konturpunkt an.
Der Startpunkt wird noch ohne Radius-Korrektur programmiert.
Anforderungen an den Startpunkt:
• Kollisionsfrei anfahrbar
• Nahe am ersten Konturpunkt
• Lage zum Werkstück so, daß Konturbeschädigung beim Anfahren der
Kontur ausgeschlossen ist
Wird ein Startpunkt innerhalb des schraffierten Bereichs von Abb. 5.3
gewählt, kommt es beim Anfahren des ersten Konturpunktes zu einer
Konturbeschädigung.
Der optimale Startpunkt
S
liegt in der Verlängerung der Werkzeugbahn
für die Bearbeitung des ersten Konturelements.
Erster Konturpunkt
Am ersten Konturpunkt beginnt die Bearbeitung des Werkstücks.
Das Werkzeug wird radiuskorrigiert auf diesen Punkt verfahren.
Startpunkt in der Spindelachse anfahren
Die Spindelachse wird beim Anfahren des Startpunkts
S
auf Arbeitstiefe
verfahren.
Bei Kollisionsgefahr:
Startpunkt separat in der Spindelachse anfahren.
Beispiel:
L
X ... Y ...
Positionierung X/Y
L
Z–10
Positionierung Z