Yx z – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 95
5-11
TNC 360
5
Werkzeug-Bewegungen programmieren
5.4
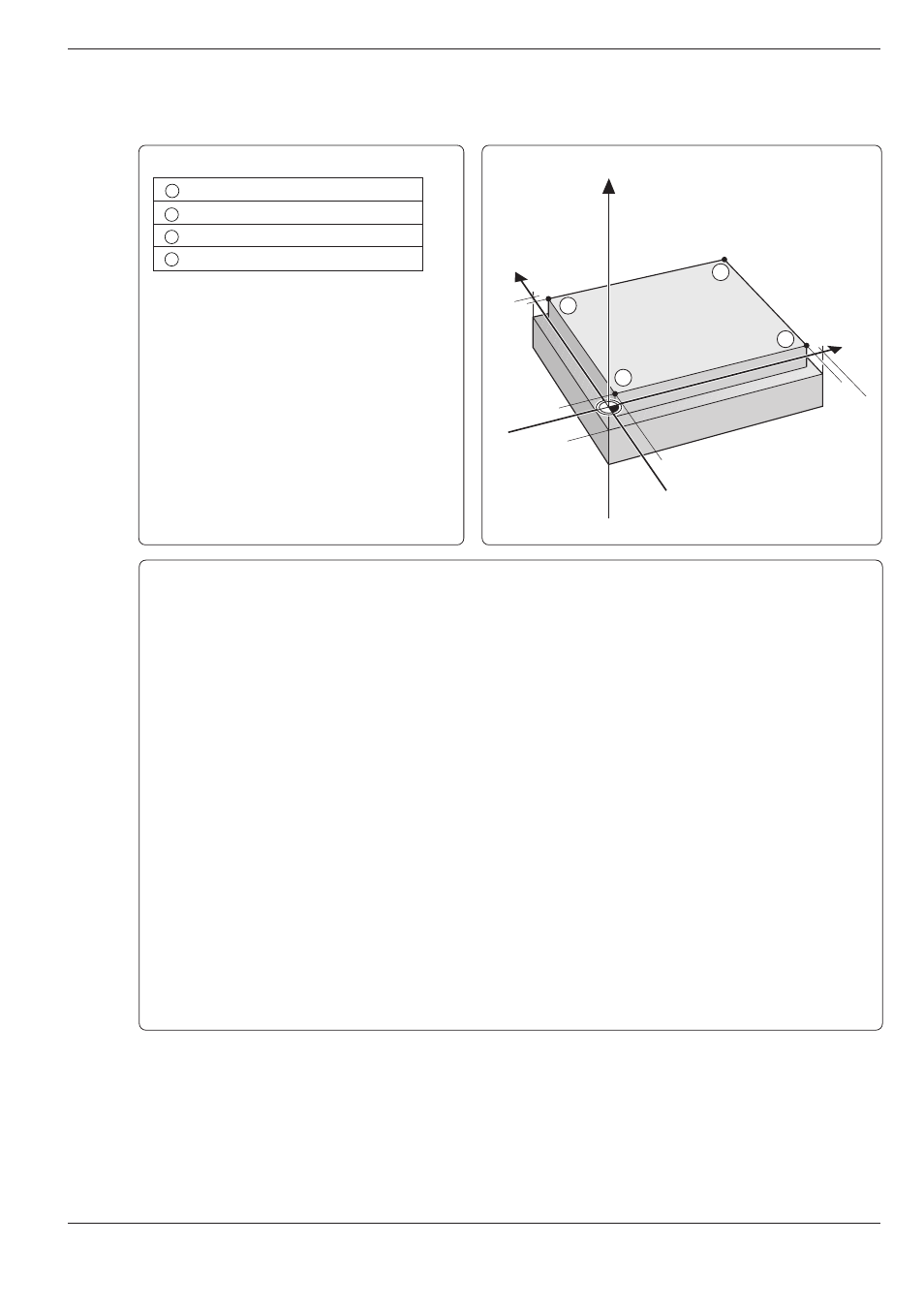
Bahnbewegungen – rechtwinklige Koordinaten
Übungsbeispiel: Viereck umfräsen
Koordinaten der Eckpunkte:
1
X
=
5 mm
Y
=
5 mm
2
X
=
5 mm
Y
= 95 mm
3
X
= 95 mm
Y
= 95 mm
4
X
= 95 mm
Y
=
5 mm
Frästiefe:
Z
F
= –10 mm
100
95
5
–10
5
100
95
3
1
2
4
Y
X
Z
Bearbeitungsprogramm
0
BEGIN PGM 360511 MM ................................... Programm-Beginn; Programm-Nummer 360511; Maßangaben
in Millimetern
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0 ..................... Rohteil-Definition für grafische Simulation der Bearbeitung
(MIN- und MAX-Punkt)
3
TOOL DEF 1 L+0 R+5
4
TOOL CALL 1 Z S1000 ....................................... Werkzeug-Definition im Programm; Werkzeug-Aufruf in
Zustellachse Z; Spindeldrehzahl S = 1000 U/min
5
L Z+100 R0 FMAX M6 ....................................... Freifahren in der Zustellachse; Eilgang; Werkzeug ein-
wechseln;
6
L X–10 Y–10 FMAX ............................................. Vorpositionieren in X und Y; Eilgang
7
L Z–10 FMAX M3 ............................................... Tieffahren auf Arbeitstiefe; Eilgang; Spindel EIN mit Drehung
im Uhrzeigersinn
8
L X+5 Y+5 RL F100 ............................................ Ersten Konturpunkt – Eckpunkt ➀ – mit Radiuskorrektur (RL)
und verringertem Vorschub (F 100) anfahren
9
L Y+95 ................................................................ Zweiten Konturpunkt – Eckpunkt ➁ – anfahren: Alle Größen,
die gegenüber Satz 8 gleich bleiben, brauchen nicht erneut
programmiert zu werden
10
L X+95 ................................................................ Dritten Konturpunkt – Eckpunkt ➂ – anfahren
11
L Y+5 .................................................................. Vierten Konturpunkt – Eckpunkt ➃ – anfahren
12
L X+5 Y+5 .......................................................... Fräsbearbeitung fertigstellen: Ersten Konturpunkt erneut
anfahren
13
L X–10 Y–10 R0 FMAX ....................................... Aus Sicherheitsgründen: Freifahren in X und Y; Eilgang
14
L Z+100 FMAX M2 ............................................. Werkzeug auf Sicherheitsabstand fahren; Eilgang;
Spindel AUS, Kühlmittel AUS, Programmlauf HALT,
Rücksprung zu Satz 1 des Programms
15
END PGM 360511 MM ...................................... Programm-Ende