210 nut pendelnd, Nierung, pendelnder eintauchbewegung, 211 runde nut – HEIDENHAIN TNC 320 (340 551-01) Benutzerhandbuch
Seite 242
242
8 Programmieren: Zyklen
8.3 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
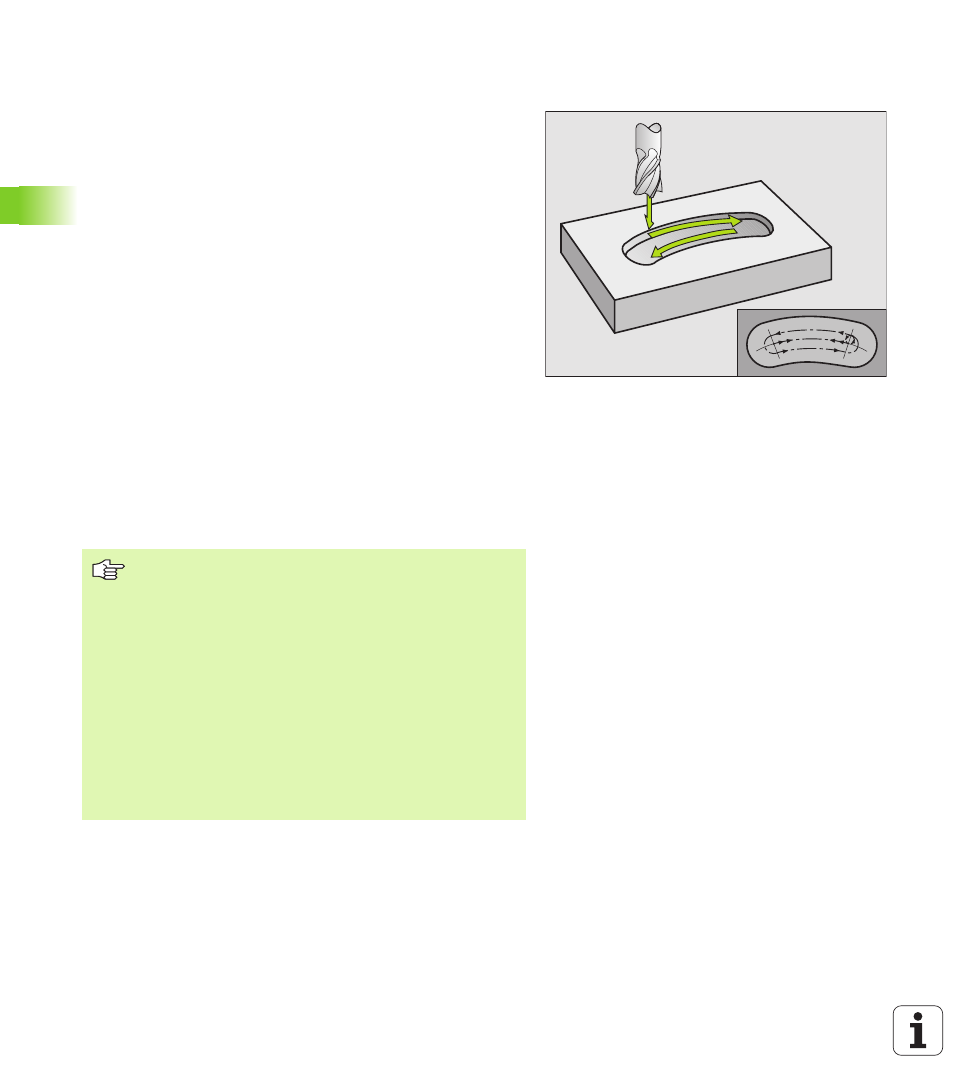
RUNDE NUT (Langloch) mit pendelndem
Eintauchen (Zyklus 211)
Schruppen
1
Die TNC positioniert das Werkzeug im Eilgang in der Spindelachse
auf den 2. Sicherheits-Abstand und anschließend ins Zentrum des
rechten Kreises. Von dort aus positioniert die TNC das Werkzeug
auf den eingegebenen Sicherheits-Abstand über der Werkstück-
Oberfläche
2
Das Werkzeug fährt mit dem Vorschub Fräsen auf die Werkstück-
Oberfläche; von dort aus fährt der Fräser – schräg ins Material ein-
tauchend – zum anderen Ende der Nut
3
Anschließend fährt das Werkzeug wieder schräg eintauchend
zurück zum Startpunkt; dieser Vorgang (2 bis 3) wiederholt sich, bis
die programmierte Frästiefe erreicht ist
4
Auf der Frästiefe fährt die TNC das Werkzeug zum Planfräsen ans
andere Ende der Nut
Schlichten
5
Von der Mitte der Nut fährt die TNC das Werkzeug tangential an
die Fertigkontur; danach schlichtet die TNC die Kontur im Gleich-
lauf (bei M3), wenn eingegeben auch in mehreren Zustellungen.
Der Startpunkt für den Schlichtvorgang liegt im Zentrum des rech-
ten Kreises.
6
Am Konturende fährt das Werkzeug tangential von der Kontur weg
7
Abschließend fährt das Werkzeug im Eilgang FMAX auf den
Sicherheits-Abstand zurück und – falls eingegeben – auf den
2. Sicherheits-Abstand
Beachten Sie vor dem Programmieren
Die TNC positioniert das Werkzeug in der Werkzeug-
Achse und in der Bearbeitungsebene automatisch vor.
Beim Schruppen taucht das Werkzeug mit einer HELIX-
Bewegung pendelnd von einem zum anderen Nutende ins
Material ein. Vorbohren ist daher nicht erforderlich.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Fräserdurchmesser nicht größer als die Nutbreite und
nicht kleiner als ein Drittel der Nutbreite wählen.
Fräserdurchmesser kleiner als die halbe Nutlänge wählen.
Sonst kann die TNC nicht pendelnd eintauchen.