Beliebiger einstieg ins programm (satzvorlauf), 5 pr ogr ammlauf – HEIDENHAIN TNC 320 (340 551-01) Benutzerhandbuch
Seite 392
392
11 Programm-Test und Programmlauf
1
1
.5 Pr
ogr
ammlauf
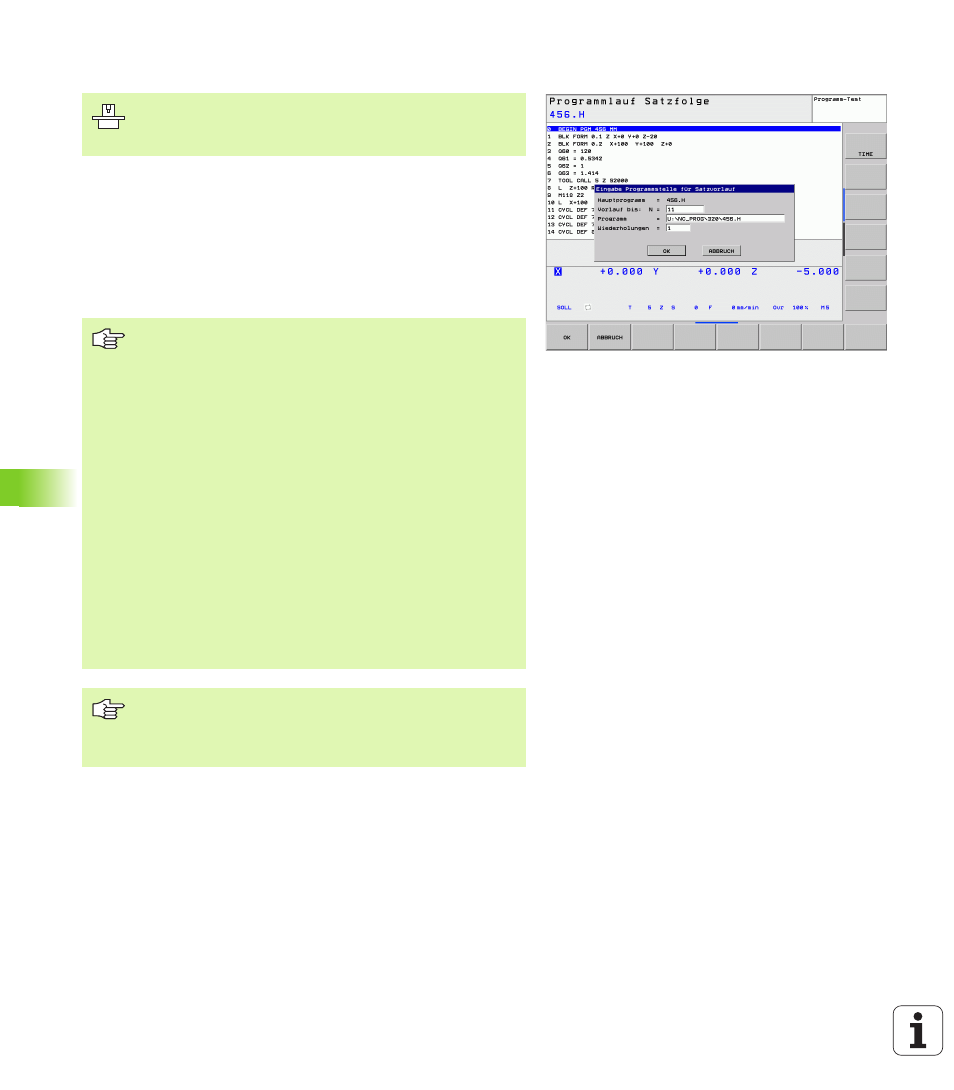
Beliebiger Einstieg ins Programm (Satzvorlauf)
Mit der Funktion VORLAUF ZU SATZ (Satzvorlauf) können Sie ein
Bearbeitungs-Programm ab einem frei wählbaren Satz N abarbeiten.
Die Werkstück-Bearbeitung bis zu diesem Satz wird von der TNC rech-
nerisch berücksichtigt. Sie kann von der TNC grafisch dargestellt wer-
den.
Wenn Sie ein Programm mit einem INTERNEN STOP abgebrochen
haben, dann bietet die TNC automatisch den Satz N zum Einstieg an,
in dem Sie das Programm abgebrochen haben.
Die Funktion VORLAUF ZU SATZ muss vom Maschinen-
hersteller freigegeben und angepasst werden. Beachten
Sie Ihr Maschinenhandbuch.
Der Satzvorlauf darf nicht in einem Unterprogramm begin-
nen.
Alle benötigten Programme, Tabellen und Paletten-
Dateien müssen in einer Programmlauf-Betriebsart ange-
wählt sein (Status M).
Enthält das Programm bis zum Ende des Satzvorlaufs eine
programmierte Unterbrechung, wird dort der Satzvorlauf
unterbrochen. Um den Satzvorlauf fortzusetzen, die
externe START-Taste drücken.
Während des Satzvorlaufs sind Bedienerabfragen nicht
möglich.
Nach einem Satzvorlauf wird das Werkzeug mit der Funk-
tion POSITION ANFAHREN auf die ermittelte Position
gefahren.
Die Werkzeug-Längenkorrektur wird erst durch den Werk-
zeug-Aufruf und einen nachfolgenden Positioniersatz wirk-
sam. Das gilt auch dann, wenn Sie nur die Werkzeuglänge
geänderte haben.
Alle Tastsystemzyklen werden bei einem Satzvorlauf von
der TNC übersprungen. Ergebnisparameter, die von die-
sen Zyklen beschrieben werden, enthalten dann ggf. keine
Werte.