3 werkstück-schieflage kompensieren, Einführung, Grunddrehung ermitteln – HEIDENHAIN TNC 320 (340 551-01) Benutzerhandbuch
Seite 422: Seite 422
422
13 Tastsystem-Zyklen in den Betriebsarten Manuell und El. Handrad
13.3 W
e
rk
stüc
k-Sc
hieflag
e
k
o
mpensier
en
13.3 Werkstück-Schieflage
kompensieren
Einführung
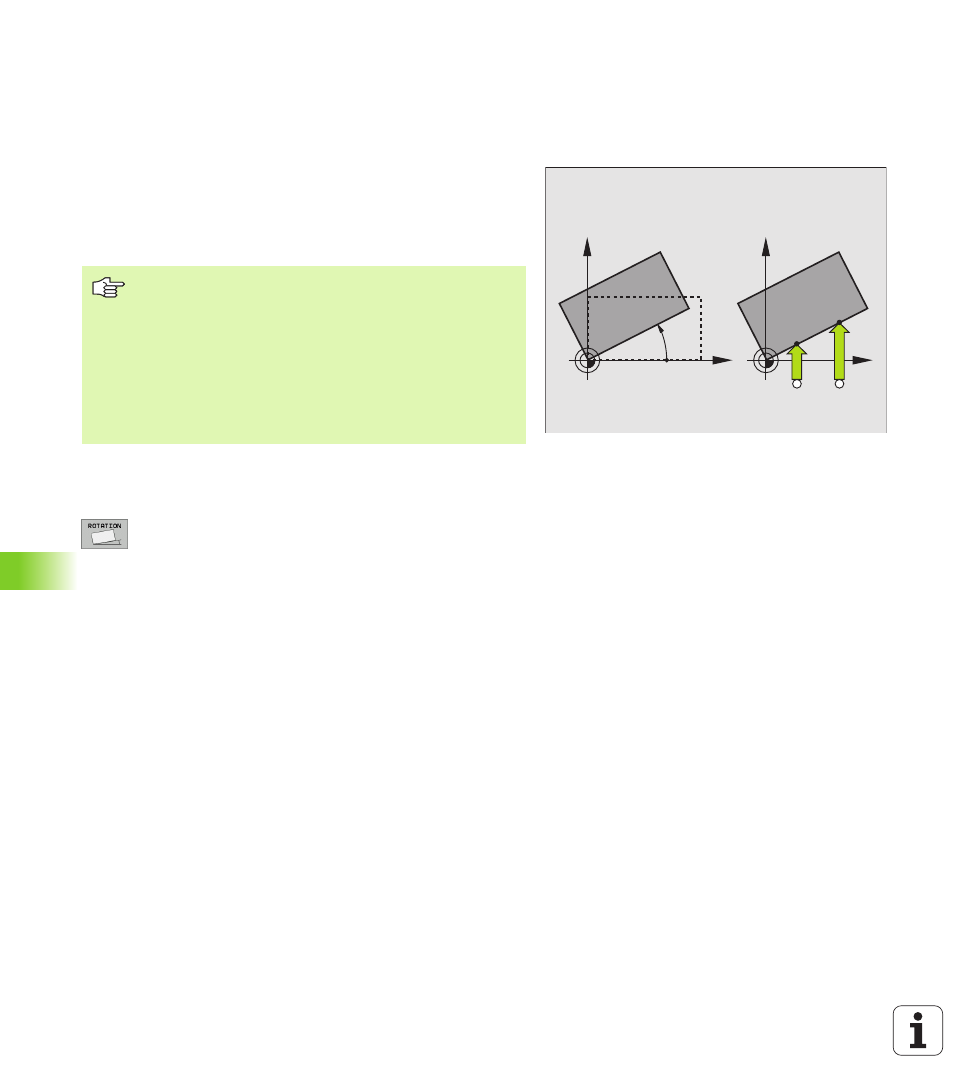
Eine schiefe Werkstück-Aufspannung kompensiert die TNC rechne-
risch durch eine „Grunddrehung“.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine Werk-
stückfläche mit der Winkelbezugsachse der Bearbeitungsebene ein-
schließen soll. Siehe Bild rechts.
Grunddrehung ermitteln
8
Antastfunktion wählen: Softkey ANTASTEN ROT
drücken
8
Tastsystem in die Nähe des ersten Antastpunkts posi-
tionieren
8
Antastrichtung senkrecht zur Winkelbezugsachse
wählen: Achse und Richtung über Softkey wählen
8
Antasten: Externe START-Taste drücken
8
Tastsystem in die Nähe des zweiten Antastpunkts
positionieren
8
Antasten: Externe START-Taste drücken. Die TNC
ermittelt die Grunddrehung und zeigt den Winkel hin-
ter dem Dialog Drehwinkel = an
X
Y
PA
X
Y
A
B
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig verrech-
net wird, müssen Sie im ersten Verfahrsatz beide Koordi-
naten der Bearbeitungsebene programmieren.
Eine Grunddrehung können Sie auch in Kombination mit
der PLANE-Funktion verwenden, Sie müssen in diesem
Fall zuerst die Grunddrehung und dann die PLANE-Funk-
tion aktivieren.