Schlichten tiefe (zyklus 23), Seite 264, 5 sl -zyklen – HEIDENHAIN TNC 320 (340 551-01) Benutzerhandbuch
Seite 264
264
8 Programmieren: Zyklen
8.5 SL
-Zyklen
8
Vorräum-Werkzeug Nummer
Q18: Nummer des Werk-
zeugs, mit dem die TNC bereits vorgeräumt hat. Falls
nicht vorgeräumt wurde „0“ eingeben; falls Sie hier
eine Nummer eingeben, räumt die TNC nur den Teil
aus, der mit dem Vorräum-Werkzeug nicht bearbeitet
werden konnte.
Falls der Nachräumbereich nicht seitlich anzufahren
ist, taucht die TNC wie mit Q19 definiert ein; dazu
müssen Sie in der Werkzeug-Tabelle TOOL.T, siehe
„Werkzeug-Daten”, Seite 98 die Schneidenlänge
LCUTS und den maximalen Eintauchwinkel ANGLE
des Werkzeugs definieren. Ggf. gibt die TNC eine
Fehlermeldung aus
8
Vorschub Pendeln
Q19: Pendelvorschub in mm/min
8
Vorschub Rückzug
Q208: Verfahrgeschwindigkeit des
Werkzeugs beim Herausfahren nach der Bearbeitung
in mm/min. Wenn Sie Q208=0 eingeben, dann fährt
die TNC das Werkzeug mit Vorschub Q12 heraus
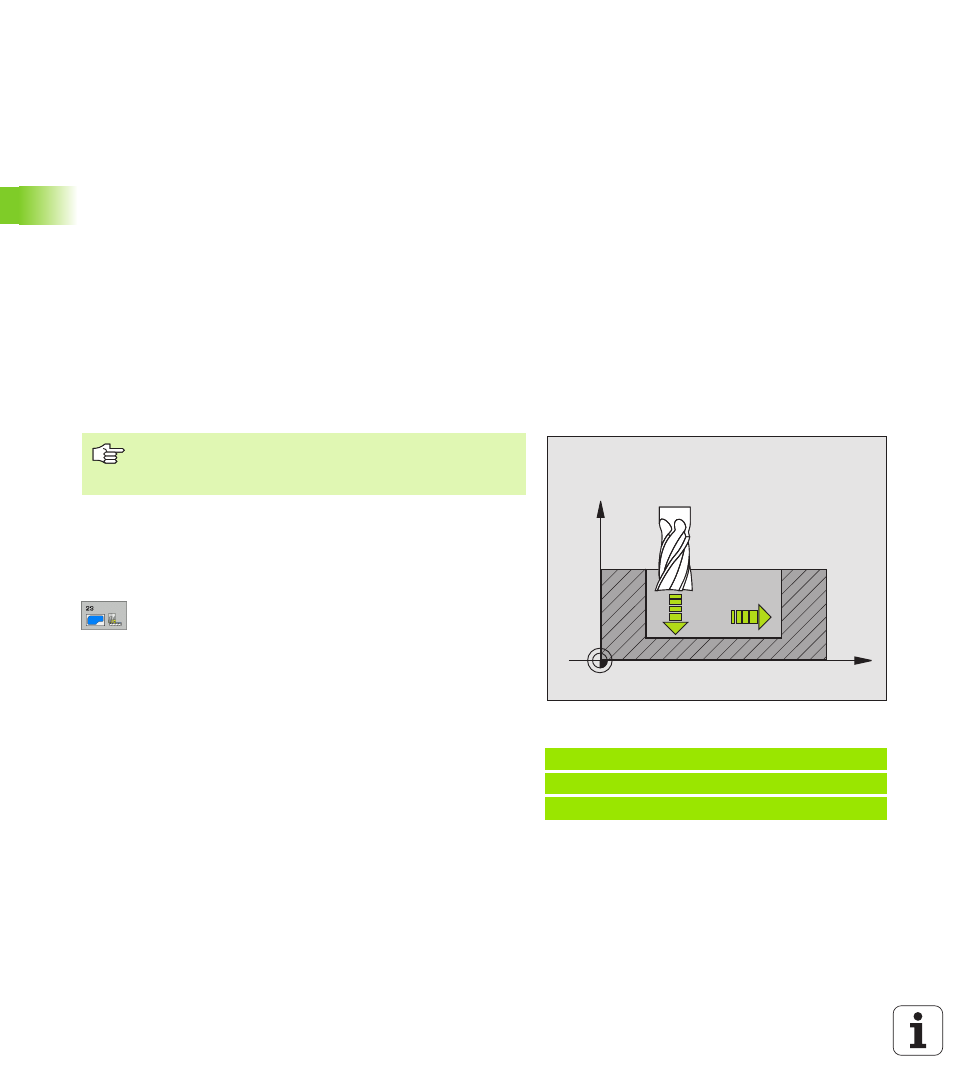
SCHLICHTEN TIEFE (Zyklus 23)
Die TNC fährt das Werkzeug weich (vertikaler Tangentialkreis) auf die
zu bearbeitende Fläche, sofern hierfür genügend Platz vorhanden ist.
Bei beengten Platzverhältnissen fährt die TNC das Werkzeug senk-
recht auf Tiefe. Anschließend wird das beim Ausräumen verbliebene
Schlichtaufmaß abgefräst.
8
Vorschub Tiefenzustellung
Q11: Verfahrgeschwin-
digkeit des Werkzeugs beim Einstechen
8
Vorschub Ausräumen
Q12: Fräsvorschub
Beispiel: NC-Sätze
60 CYCL DEF 23 SCHLICHTEN TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
X
Z
Q11
Q12
Die TNC ermittelt den Startpunkt fürs Schlichten selbstän-
dig. Der Startpunkt ist abhängig von den Platzverhältnis-
sen in der Tasche.