Unlegierter stahl, Plasma o, Sekundärgas luft 80 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 139: Metrisch englisch markierung
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-35
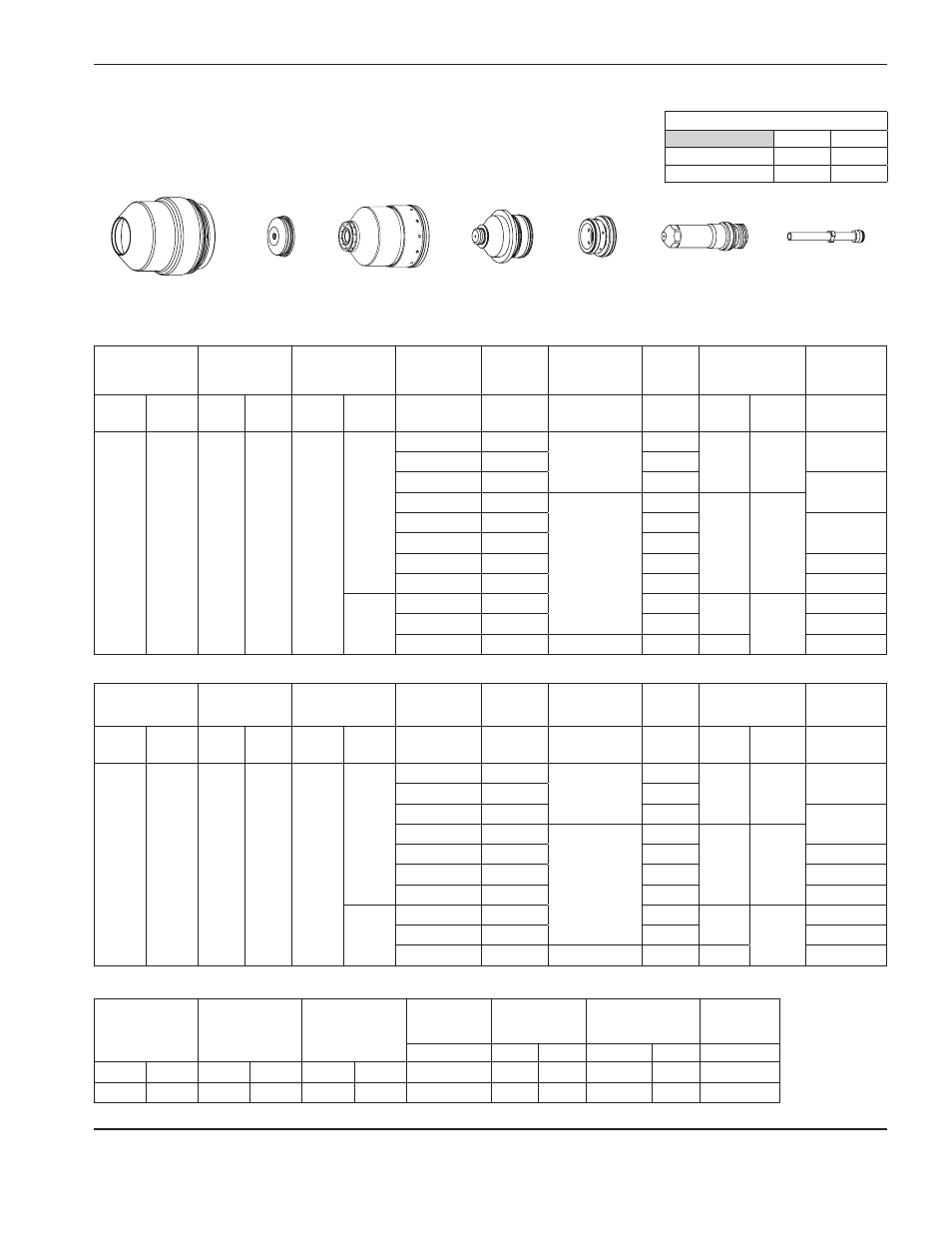
Unlegierter Stahl
Plasma O
2
/ Sekundärgas Luft
80 A
220189
220747
220187
220756
220179
220188
Metrisch
Englisch
Markierung
Durchflussmenge – l/min / scfh
O
2
Luft
Vorströmung
0 / 0
76 / 161
Betriebsdurchfluss 23 / 48
41 / 87
220340
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Luft
50
10
50
10
15
3,0
0.12
2540
100
78
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
O
2
Luft
48
23
78
23
2
112
2,5
9810
3,8
150
0,1
2,5
115
7980
3
117
6145
0,2
4
120
2,0
4300
4,0
200
5
121
3670
0,3
6
123
3045
8
125
2430
0,4
10
127
1810
0,5
10
12
130
1410
5,0
250
0,7
15
133
1030
0,8
20
135
2,5
545
6,3
0,9
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
O
2
Luft
48
23
78
23
0.075
112
0.10
400
0.15
150
0.1
0.105
115
290
0.135
117
180
0.2
3/16
120
0.08
155
0.16
200
1/4
123
110
0.3
5/16
125
96
0.4
3/8
127
75
0.5
10
1/2
130
50
0.20
250
0.7
5/8
133
37
0.8
3/4
135
0.10
25
0.25
0.9