Legierter stahl, Plasma h35 und n, Sekundärgas n – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 163: 260 a metrisch englisch, Markierung
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-59
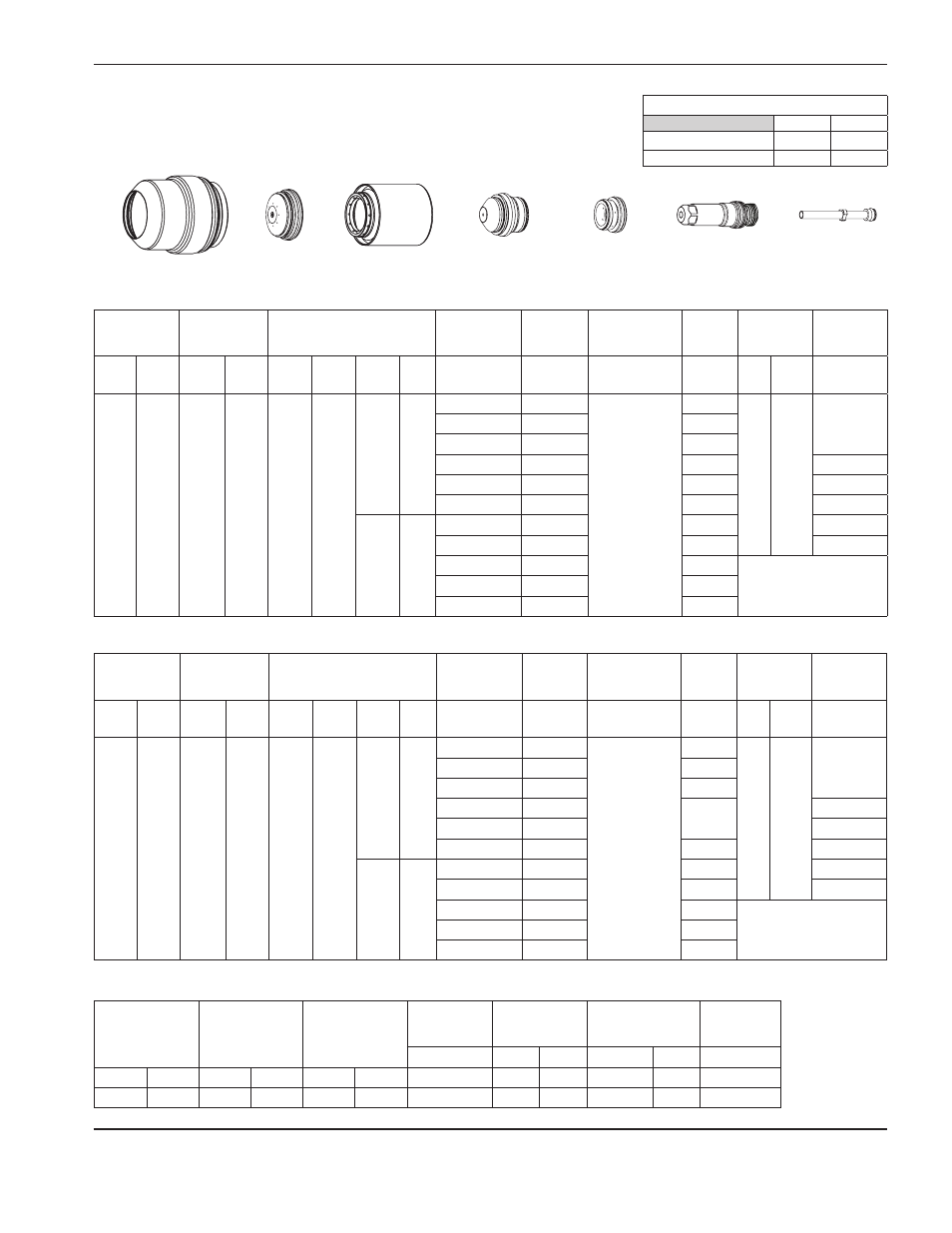
Legierter Stahl
Plasma H35 und N
2
/ Sekundärgas N
2
260 A
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Misch-
gas 1
Misch-
gas 2
mm
Volt
mm
mm/min
mm Faktor
(%)
Sekunden
H35
N
2
12
49
87
60
60
21
6
170
4,0
3980
8,0
200
0,3
8
173
3085
10
175
2190
12
176
1790
0,5
15
177
1650
0,7
20
179
1320
0,8
40
26
25
182
920
1,0
32
186
755
1,2
38
189
510
Kantenstart
44
195
390
50
202
270
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Misch-
gas 1
Misch-
gas 2
Zoll
Volt
Zoll
Zoll/min
Zoll Faktor
(%)
Sekunden
H35
N
2
12
49
87
60
60
21
1/4
170
0.16
150
0.32 200
0.3
5/16
173
121
3/8
175
90
1/2
176
65
0.5
5/8
177
0.7
3/4
179
55
0.8
40
26
1
182
35
1.0
1-1/4
186
30
1.2
1-1/2
189
20
Kantenstart
1-3/4
187
15
2
202
10
Durchflussmenge – l/min / scfh
H35
N
2
Vorströmung
0 / 0
132 / 280
Betriebsdurchfluss
13 / 27 163 / 345
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
120
Ar
N
2
30
10
30
10
20
3,0
0.12
2540
100
63
220763
220637
220307
220758
220405
220406
220340