Fasenschneiden von legiertem stahl, Plasma h35 / sekundärgas n, 130 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 156: Markierung, Metrisch englisch
Bedienung
4-52
HPR800XD Auto Gas –
806501 Revision 1
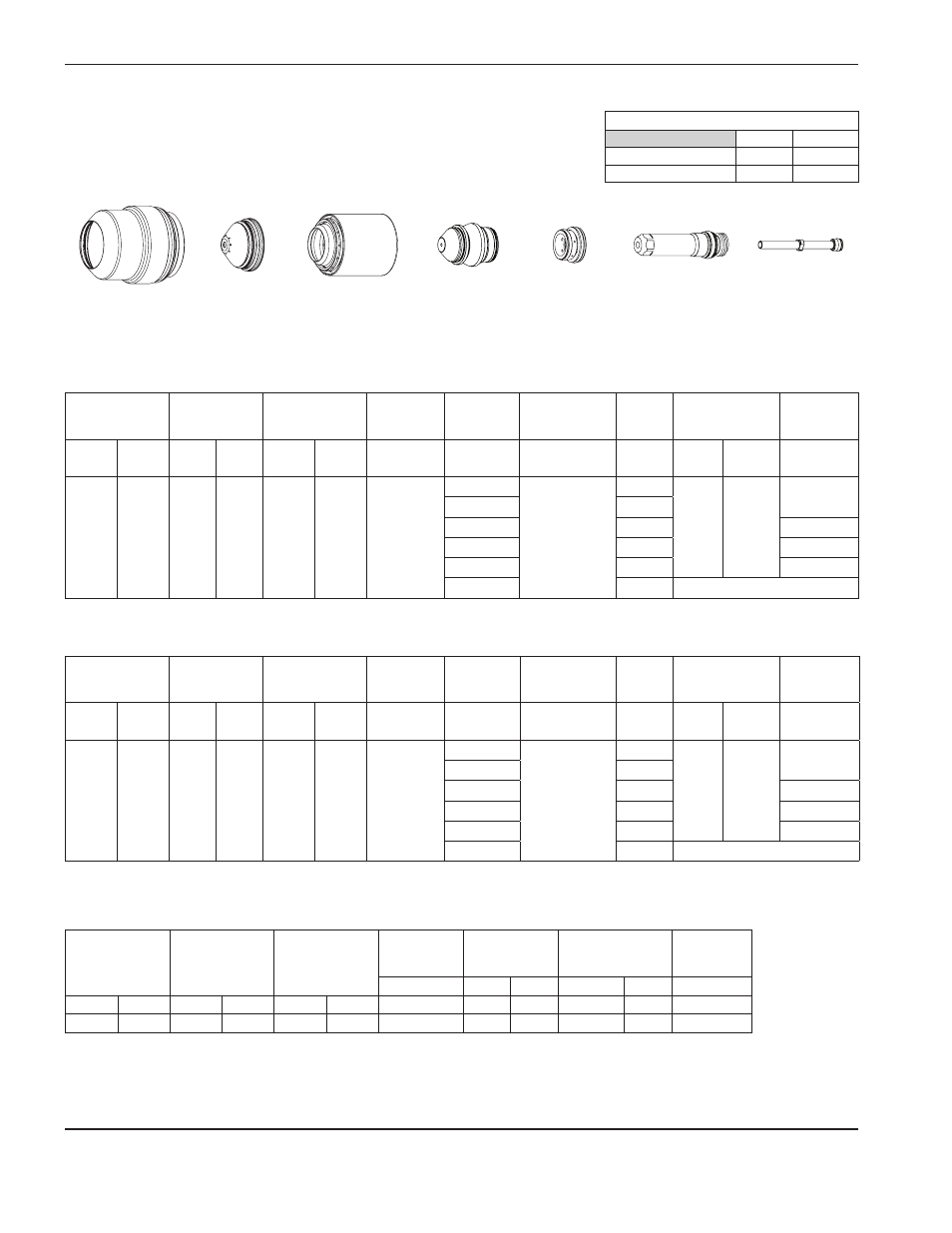
Fasenschneiden von legiertem Stahl
Plasma H35 / Sekundärgas N
2
130 A
220738
220637
220606
220739
220179
220656
Anmerkung: Der Fasenwinkelbereich beträgt 0° bis 45°.
Durchflussmenge – l/min / scfh
H35
N
2
Vorströmung
0 / 0
90 / 190
Betriebsdurchfluss
26 / 54 114 / 240
220571
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
zwischenraum
Äquivalente
Material-
stärke
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
mm
Bereich (mm)
mm/min
mm
Faktor (%)
Sekunden
H35
N
2
19
32
75
63
2,0
8
4,5–10,0
1140
7,7
170
0,3
10
980
12
820
0,5
15
580
0,8
20
360
1,3
25
260
Kantenstart
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
zwischenraum
Äquivalente
Material-
stärke
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Zoll
Bereich (Zoll)
Zoll/min
Zoll
Faktor (%)
Sekunden
H35
N
2
19
32
75
63
0.08
5/16
0.18–0.40
45
0.31
170
0.3
3/8
40
1/2
30
0.5
5/8
20
0.8
3/4
15
1.3
1
10
Kantenstart