Legierter stahl, Plasma h35 und n, Sekundärgas n – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 169: 400 a metrisch, Markierung, Englisch
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-65
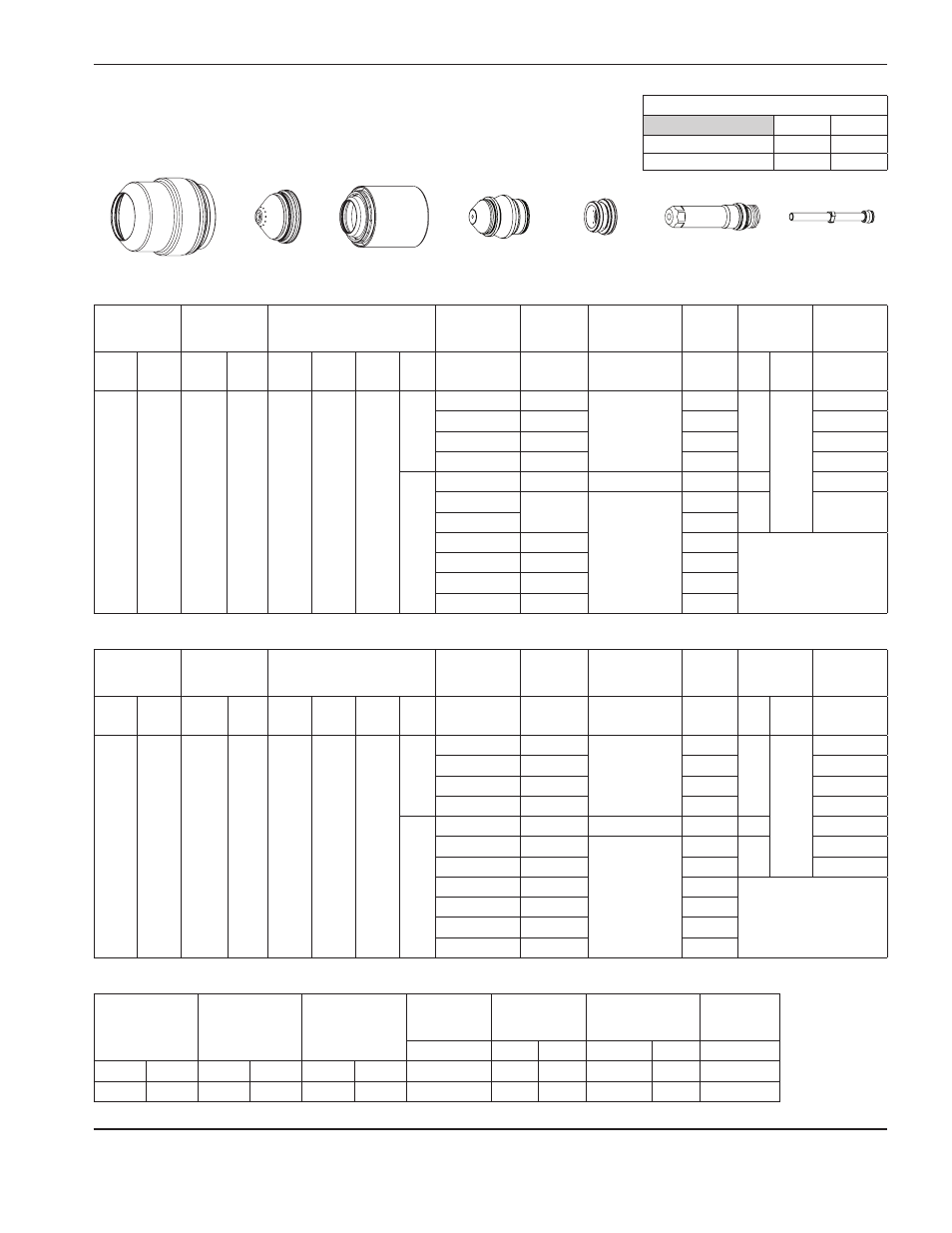
Legierter Stahl
Plasma H35 und N
2
/ Sekundärgas N
2
400 A
Metrisch
220707
220637
220709
220712
220405
220708
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
220571
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Misch-
gas 1
Misch-
gas 2
mm
Volt
mm
mm/min mm Faktor
(%)
Sekunden
H35
N
2
30
45
88
45
60
40
12
157
4,6
2750
14
300
0,4
15
159
2390
0,5
20
166
1810
0,7
25
172
1310
1,0
60
30
186
5,3
1080
16
2,0
40
187
6,4
720
19
3,0
45
635
50
190
520
Kantenstart
60
192
410
70
194
310
80
210
180
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Misch-
gas 1
Misch-
gas 2
Zoll
Volt
Zoll
Zoll/min Zoll Faktor
(%)
Sekunden
H35
N
2
30
45
88
45
60
40
1/2
157
0.18
105
0.5
300
0.4
5/8
159
90
0.5
3/4
166
75
0.7
1
172
50
1.0
60
1-1/4
182
0.21
40
0.6
1.5
1-1/2
186
0.25
30
0.8
2.0
1-3/4
187
25
3.0
2
190
20
Kantenstart
2-1/4
192
17
2-1/2
194
15
3
202
10
Durchflussmenge – l/min / scfh
H35
N
2
Vorströmung
0 / 0
194 / 410
Betriebsdurchfluss
36 / 77 194 / 410