Unlegierter stahl, Plasma o, Sekundärgas luft 260 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 144: Metrisch, Englisch, Markierung
Bedienung
4-40
HPR800XD Auto Gas –
806501 Revision 1
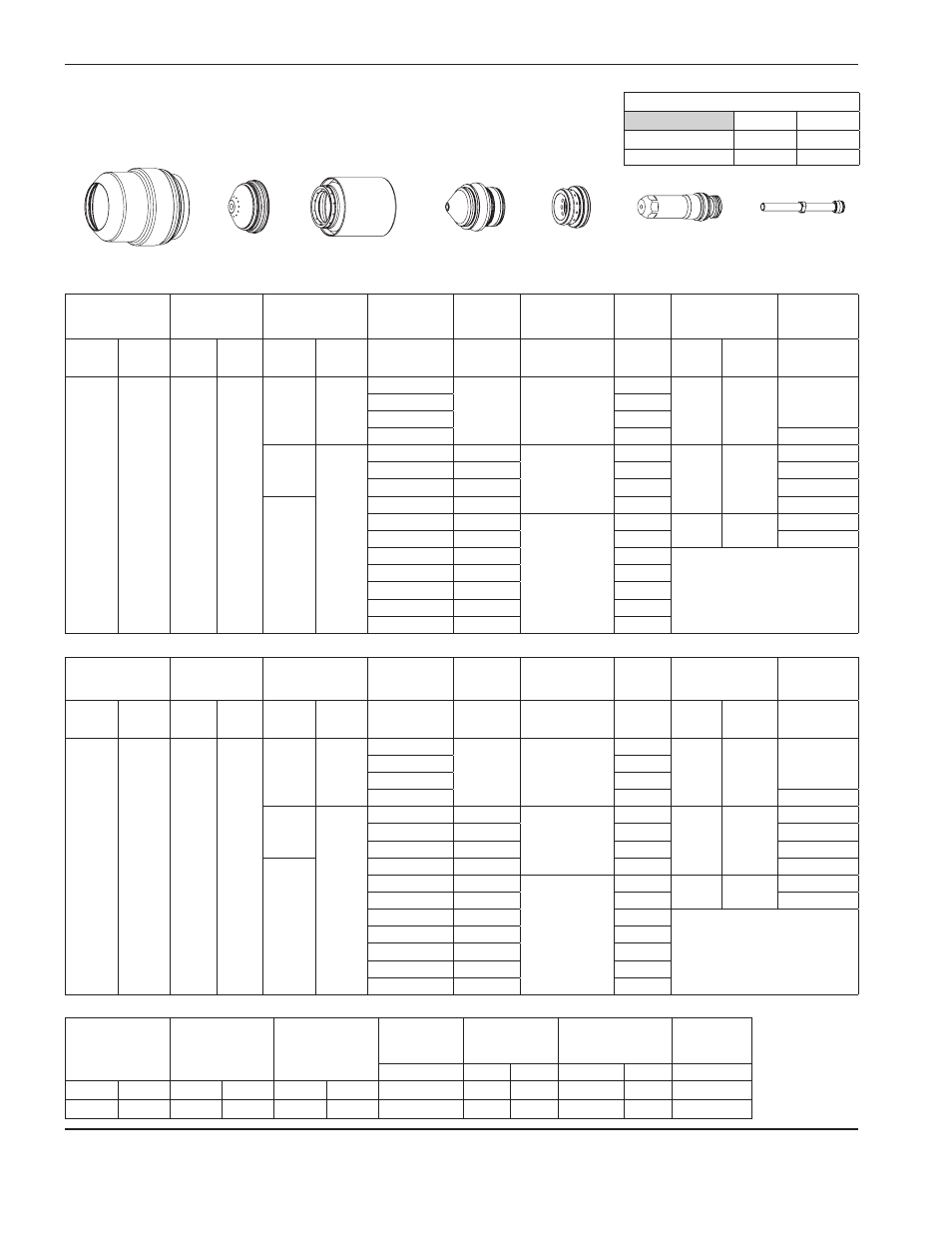
Unlegierter Stahl
Plasma O
2
/ Sekundärgas Luft
260 A
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
O
2
Luft
22
49
76
46
6
150
2,8
6500
8,5
300
0,3
8
5470
10
4440
12
3850
0,4
80
49
15
155
3,6
3130
9,0
250
0,5
20
159
2170
0,6
22
166
1930
0,7
84
25
171
1685
0,8
28
170
4,8
1445
9,5
200
0,9
32
172
1135
1,0
38
174
895
Kantenstart
44
185
580
50
188
405
58
193
290
64
202
195
Metrisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
O
2
Luft
22
49
76
46
1/4
150
0.11
245
0.33
300
0.3
5/16
215
3/8
180
1/2
145
0.4
80
49
5/8
155
0.14
115
0.35
250
0.5
3/4
159
90
0.6
7/8
166
75
0.7
84
1
171
65
0.8
1-1/8
170
0.19
55
0.38
200
0.9
1-1/4
172
45
1.0
1-1/2
174
35
Kantenstart
1-3/4
185
22
2
188
15
2-1/4
193
12
2-1/2
202
8
Englisch
Durchflussmenge – l/min / scfh
O
2
Luft
Vorströmung
0 / 0
130 / 275
Betriebsdurchfluss 42 / 88 104 / 220
220764
220637
220760
220436
220439
220340
220435
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
135
Ar
Luft
30
20
30
20
24
3,0
0.12
2540
100
68