Unlegierter stahl, Plasma o, Sekundärgas luft 130 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 141: Metrisch englisch
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-37
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Luft
50
10
50
10
15
3,0
0.12
2540
100
75
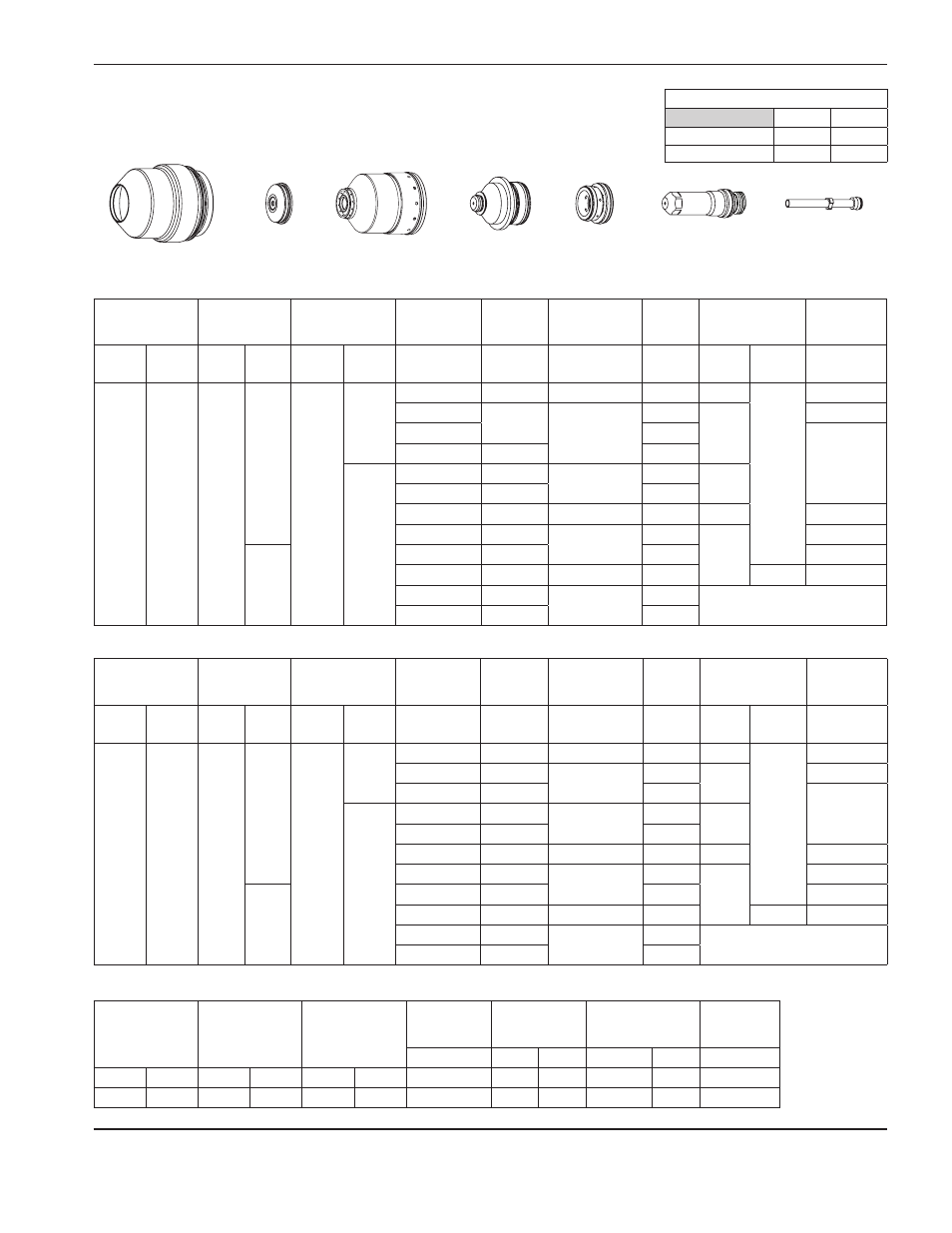
Unlegierter Stahl
Plasma O
2
/ Sekundärgas Luft
130 A
Durchflussmenge – l/min / scfh
O
2
Luft
Vorströmung
0 / 0
102 / 215
Betriebsdurchfluss 33 / 70
45 / 96
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
O
2
Luft
32
32
84
28
3
124
2,5
6505
5,0
200
0,1
4
126
2,8
5550
5,6
0,2
5
4795
0,3
6
127
4035
22
8
129
3,0
3360
6,0
10
130
2680
12
132
3,3
2200
6,6
0,5
15
135
3,8
1665
7,6
0,7
52
20
138
1050
1,0
25
141
4,0
550
190
1,8
32
160
4,5
375
Kantenstart
38
167
255
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
O
2
Luft
32
32
84
28
0.135
124
0.10
240
0.20
200
0.1
3/16
126
0.11
190
0.22
0.2
1/4
127
150
0.3
22
5/16
129
0.12
132
0.24
3/8
130
110
1/2
132
0.13
80
0.26
0.5
5/8
135
0.15
60
0.30
0.7
52
3/4
138
45
1.0
1
141
0.16
20
190
1.8
1-1/4
160
0.18
15
Kantenstart
1-1/2
167
10
220183
220747
220756
220179
220182
220340
220181