Aluminium, Plasma h35 / sekundärgas n, 600 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 191: Metrisch markierung, Englisch
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-87
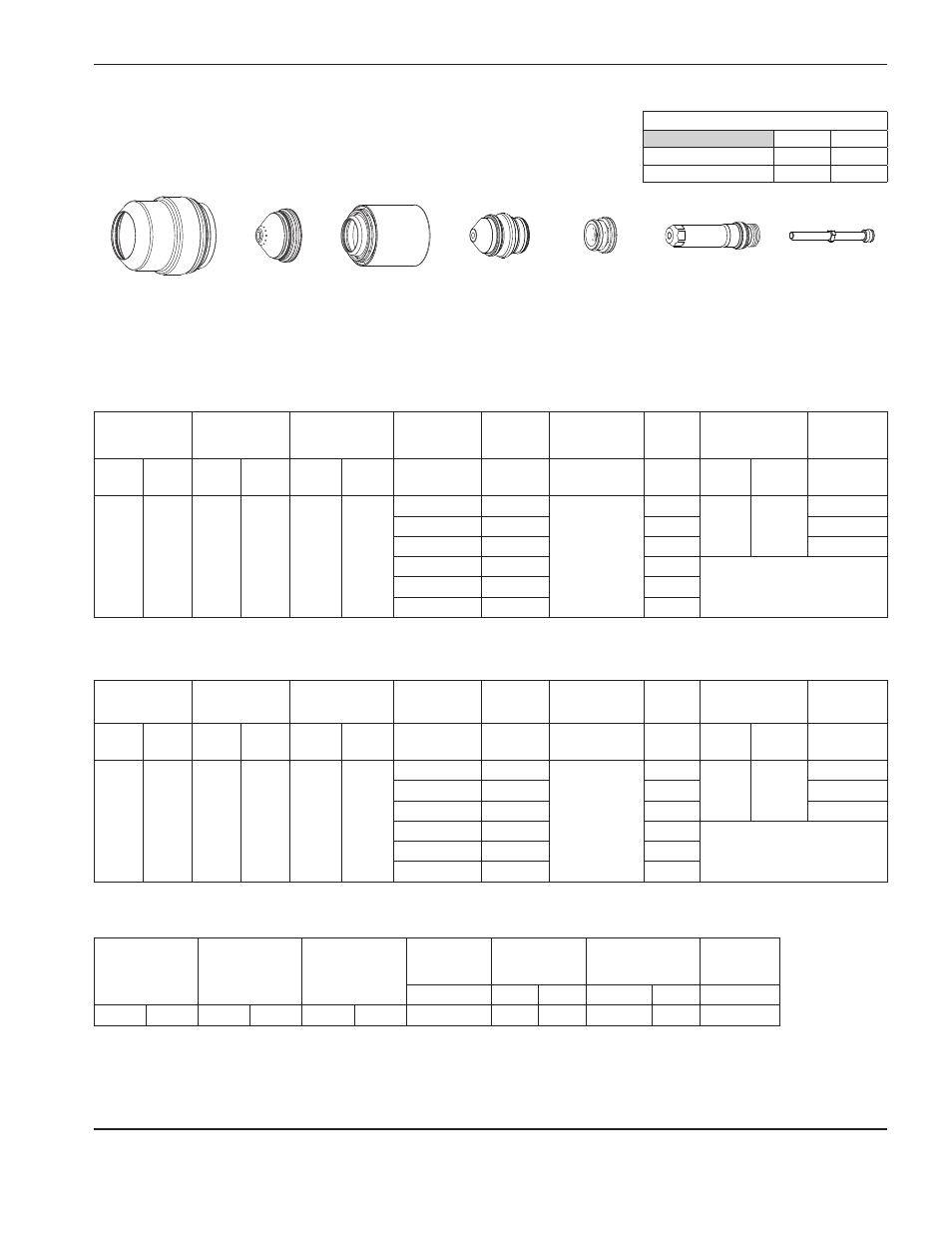
Aluminium
Plasma H35 / Sekundärgas N
2
600 A
Durchflussmenge – l/min / scfh
H35
N
2
Vorströmung
0 / 0
113 / 240
Betriebsdurchfluss
57 / 121 134 / 283
220707
220637
220709
220712
220353
220859
220571
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
H35
N
2
43
13
68
43
40
173
10,2
1791
25,4
250
1,0
45
178
1502
1,5
50
181
1302
2,0
60
189
839
Kantenstart
80
206
464
100
208
378
Metrisch
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
H35
N
2
43
13
68
43
1-1/2
173
0.4
75
1.0
250
1.0
1-3/4
178
60
1.5
2.0
181
50
2.0
2-1/2
189
30
Kantenstart
3.0
206
19
4.0
208
14
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
50
20
60
35
24
1,8
0.07
1270
50
106
Anmerkungen:
„Lochstechen beendet“ muss für alle 600-A-Verfahren ausgeschaltet sein.