Legierter stahl, Plasma n, Sekundärgas n – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 152: 130 a, Markierung, Metrisch englisch
Bedienung
4-48
HPR800XD Auto Gas –
806501 Revision 1
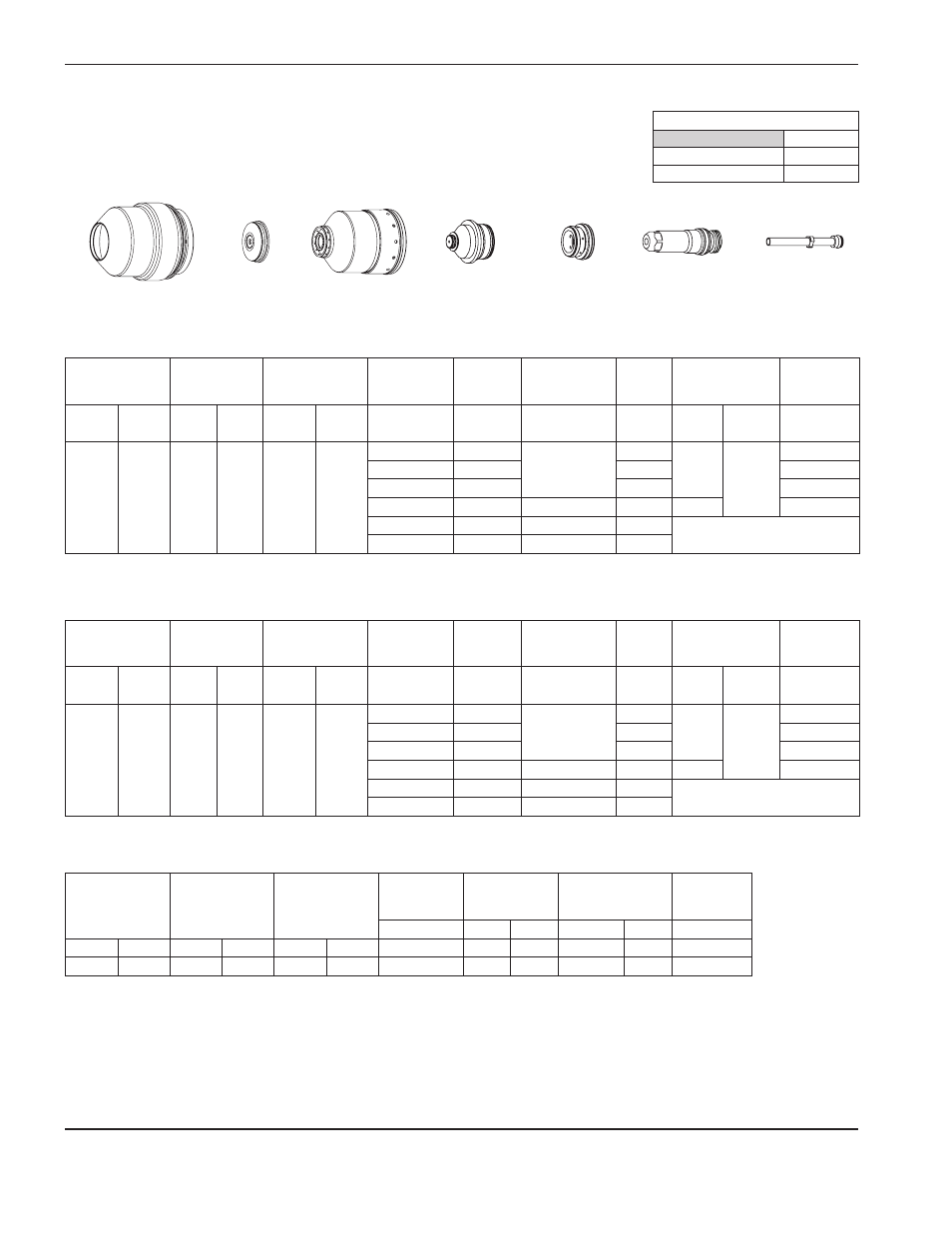
Legierter Stahl
Plasma N
2
/ Sekundärgas N
2
130 A
220198
220307
220179
220197
220756
Anmerkung: Dieses Verfahren erzeugt eine rauere, dunklere Schnittkante mit mehr Bartbildung und geringerer Abweichung
der Schnittkanten von der Senkrechten als das H35/N
2
-Verfahren mit 130 A.
Markierung
Durchflussmenge – l/min / scfh
N
2
Vorströmung
97 / 205
Betriebsdurchfluss
79 / 168
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220747
220340
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
N
2
N
2
19
51
75
23
1/4
153
0.12
75
0.24
200
0.3
5/16
155
64
0.4
3/8
156
55
0.5
1/2
162
0.14
30
0.28
0.8
5/8
167
0.15
25
Kantenstart
3/4
176
0.17
15
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
N
2
N
2
19
51
75
23
6
153
3,0
1960
6,0
200
0,3
8
155
1630
0,4
10
156
1300
0,5
12
162
3,5
900
7,0
0,8
15
167
3,8
670
Kantenstart
20
176
4,3
305