Unlegierter stahl, Plasma o, Sekundärgas luft 400 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 147: Metrisch, Markierung, Englisch
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-43
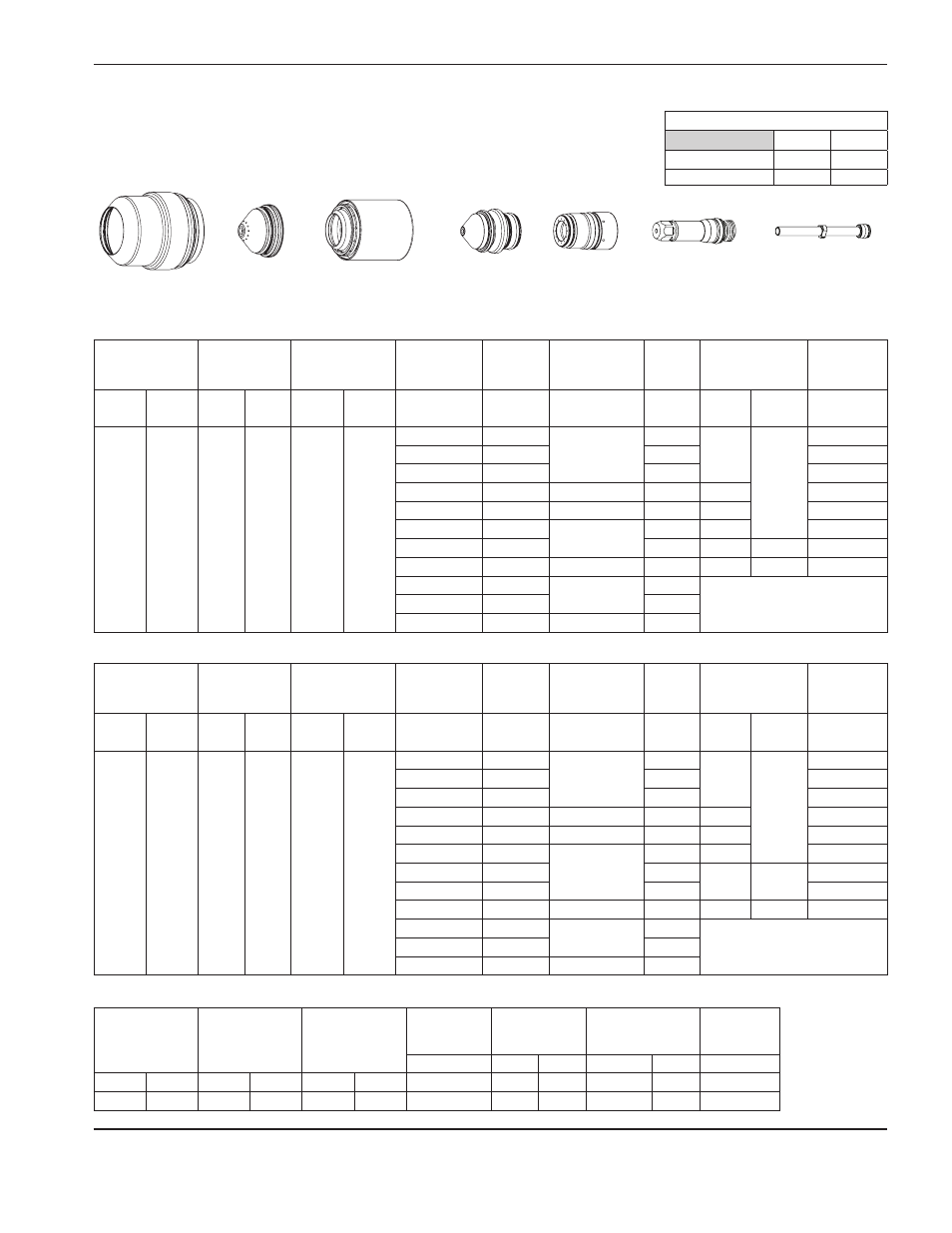
Unlegierter Stahl
Plasma O
2
/ Sekundärgas Luft
400 A
220636
220637
220629
220635
220631
220632
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
O
2
Luft
24
50
60
50
12
139
3,6
4430
7,2
200
0,4
15
142
3950
0,5
20
146
2805
0,7
22
148
3,8
2540
7,6
0,8
25
150
4,0
2210
8,0
0,9
30
153
4,6
1790
9,2
1,1
40
158
1160
11,5
250
1,9
50
167
5,3
795
19,1
360
5,2
60
173
6,4
580
Kantenstart
70
183
380
80
197
7,9
180
Metrisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
123
Ar
Luft
20
10
30
10
25
3,0
0.12
1270
50
55
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
O
2
Luft
24
50
60
50
1/2
140
0.14
170
0.28
200
0.4
5/8
143
150
0.5
3/4
145
115
0.6
7/8
148
0.15
100
0.30
0.8
1
151
0.16
85
0.32
0.9
1-1/4
153
0.18
65
0.36
1.2
1-1/2
157
48
0.45
250
1.6
1-3/4
160
40
2.5
2
168
0.21
30
0.75
360
5.5
2-1/4
171
0.25
25
Kantenstart
2-1/2
175
20
3
193
0.31
10
Englisch
220571
Durchflussmenge – l/min / scfh
O
2
Luft
Vorströmung
0 / 0
190 / 400
Betriebsdurchfluss 66 / 140 137 / 290