Legierter stahl, Plasma h35 / sekundärgas n, 800 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 177: Metrisch englisch, Markierung
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-73
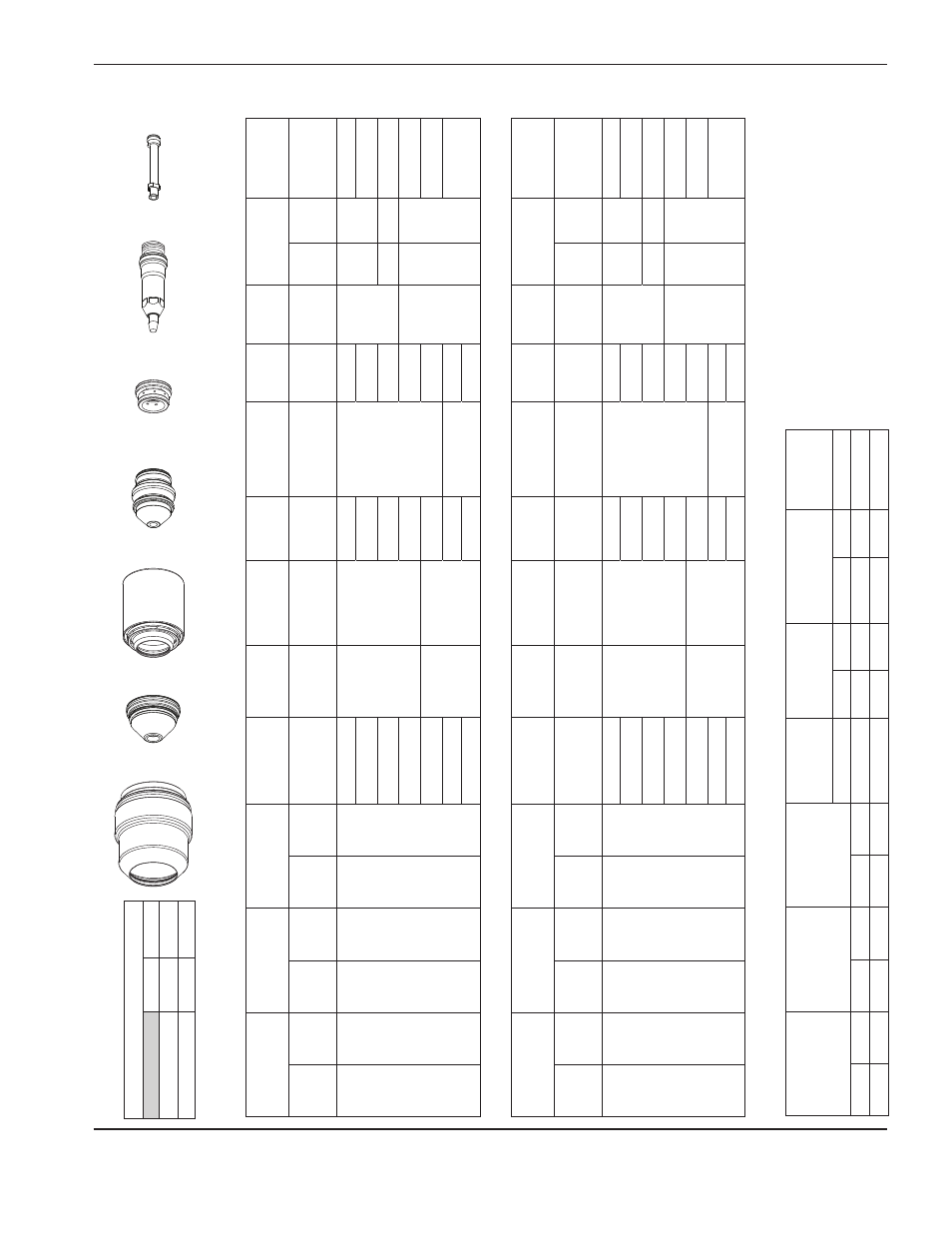
Legierter Stahl –
Plasma H35 / Sekundärgas N
2
8
00 A
22
0886
220
63
7
220
882
Siehe Diagramm
unten
22
0884
220
881
Durc
hflussmenge
–
l/min / scfh
H35
N
2
Vorströmung
0 / 0
123 / 26
0
Betriebsdurchfluss
76 / 16
0
121 / 25
7
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurc
hfluss
einstellen
Materialstärk
e
W
irbelring
Düsen-
Brennerk
appe
Lic
htbogen-
Spannung
Abst
and zwisc
hen
Brenner und
W
erkstüc
k
Sc
hnittge- schwin- digkeit
Übertra- gungshöhe
Loc
hstec
hhöhe
Loc
hstec
hzeit-
verzögerung
Plasma-
gas
Sekun- därgas
Plasma-
gas
Sekun- därgas
Plasma-
gas
Sekun- därgas
mm
Teile-Nummer
Teile-Nummer
Volt
mm
mm/min
mm
mm
Faktor
(%)
Sekunden
H35
N
2
64
13
69
37
50
220353
220
885
172
12,
7
72
0
19
25,4
200
3,0
65
177
570
3,5
75
18
0
464
38,1
300
4,5
10
0
19
0
287
n. z.
n. z.
Nur
Kanten-
st
art
3,0
12
5
22035
0
220
712
207
155
3,5
15
0
214
9,7
120
4,0
16
0
225
10
0
Gase
auswählen
Vorströmung
einstellen
Betriebsdurc
hfluss
einstellen
Materialstärk
e
W
irbelring
Düsen-
Brennerk
appe
Lic
htbogen-
Spannung
Abst
and zwisc
hen
Brenner und
W
erkstüc
k
Sc
hnittge- schwin- digkeit
Übertra- gungshöhe
Loc
hstec
hhöhe
Loc
hstec
hzeit-
verzögerung
Plasma-
gas
Sekun- därgas
Plasma-
gas
Sekun- därgas
Plasma-
gas
Sekun- därgas
Zoll
Teile-Nummer
Teile-Nummer
Volt
Zoll
Zoll/min
Zoll
Zoll
Faktor
(%)
Sekunden
H35
N
2
64
13
69
37
2.0
220353
220
885
172
0.5
28
0.
75
1.0
200
3.0
2-1/2
177
23
3.5
3.0
18
0
18
1.5
300
4.5
4.0
191
11
n. z.
n. z.
Nur
Kanten-
st
art
3.0
5.0
22035
0
220
712
20
8
6.0
3.5
6.0
217
0.3
8
4.5
4.0
6-1/4
225
4.0
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruc
hfluss
einstellen
Stromstärk
e
Abst
and zwisc
hen
Brenner und
W
erkstüc
k
Markierungs-
gesc
hwindigkeit
Lic
htbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
30
10
40
40
24
2,5
0.1
2540
10
0
79
Ar
N
2
30
10
40
40
24
2,5
0.1
2540
10
0
45
Siehe Diagramm
unten
Anmerkungen:
„Lochstechen beendet“ muss
für alle 800-A-Verfahren
ausgeschaltet sein.
Der Fasenwinkelbereich
beträgt 0° bis 45°.