Maschinenbewegungen und wegmeßsysteme, X +z +y – HEIDENHAIN NC 124 Benutzerhandbuch
Seite 14
1
Grundlagen für Positionsangaben
14
TNC 124
Maschinenbewegungen und Wegmeßsysteme
Werkzeugbewegung programmieren
Je nach Konstruktion der Maschine bewegt sich in einer Achse
entweder der Maschinentisch mit dem aufgespannten Werkstück
oder das Werkzeug.
Referenzmarken
Auf den Maßstäben der Wegmeßsysteme sind eine oder mehrere
Referenzmarken angebracht. Die Referenzmarken erzeugen beim
Überfahren ein Signal, das für die TNC eine Maßstabs-Position als
Referenzpunkt (Maßstabs-Bezugspunkt = maschinenfester Be-
zugspunkt) kennzeichnet.
Mit Hilfe dieser Referenzpunkte kann die TNC die Zuordnung
zwischen der Maschinenschlitten-Position und der angezeigten
Ist-Position wieder herstellen.
Bei Längenmeßsystemen mit abstandscodierten Referenzmarken
brauchen Sie die Maschinenachsen dazu nur maximal um 20 mm
(20° bei Winkelmeßsystemen) zu verfahren.
Y
X
Z
+X
+Z
+Y
Wegmeßsysteme
Die Wegmeßsysteme Längenmeßsysteme für Linearachsen,
Winkelmeßsysteme für Drehachsen wandeln die Bewegungen
der Maschinenachsen in elektrische Signale um. Die TNC 124
wertet die Signale aus und berechnet ständig die Ist-Position der
Maschinenachsen.
Bei einer Stromunterbrechung geht die Zuordnung zwischen der
Maschinenschlitten-Position und der berechneten Ist-Position
verloren; die TNC kann diese Zuordnung nach dem Einschalten
wieder herstellen.
Wenn Sie Werkzeugbewegungen in ein Programm
eingeben, beachten Sie folgenden Grundsatz:
Werkzeugbewegungen werden immer so programmiert,
als ob das Werkstück stillsteht und das Werkzeug alle
Bewegungen ausführt.
Bild 1.8:
In der Y- und Z-Achse bewegt sich
das Werkzeug, in der X-Achse der
Maschinentisch
Bild 1.9:
Wegmeßsystem für eine Linear-
achse, z.B. für die X-Achse
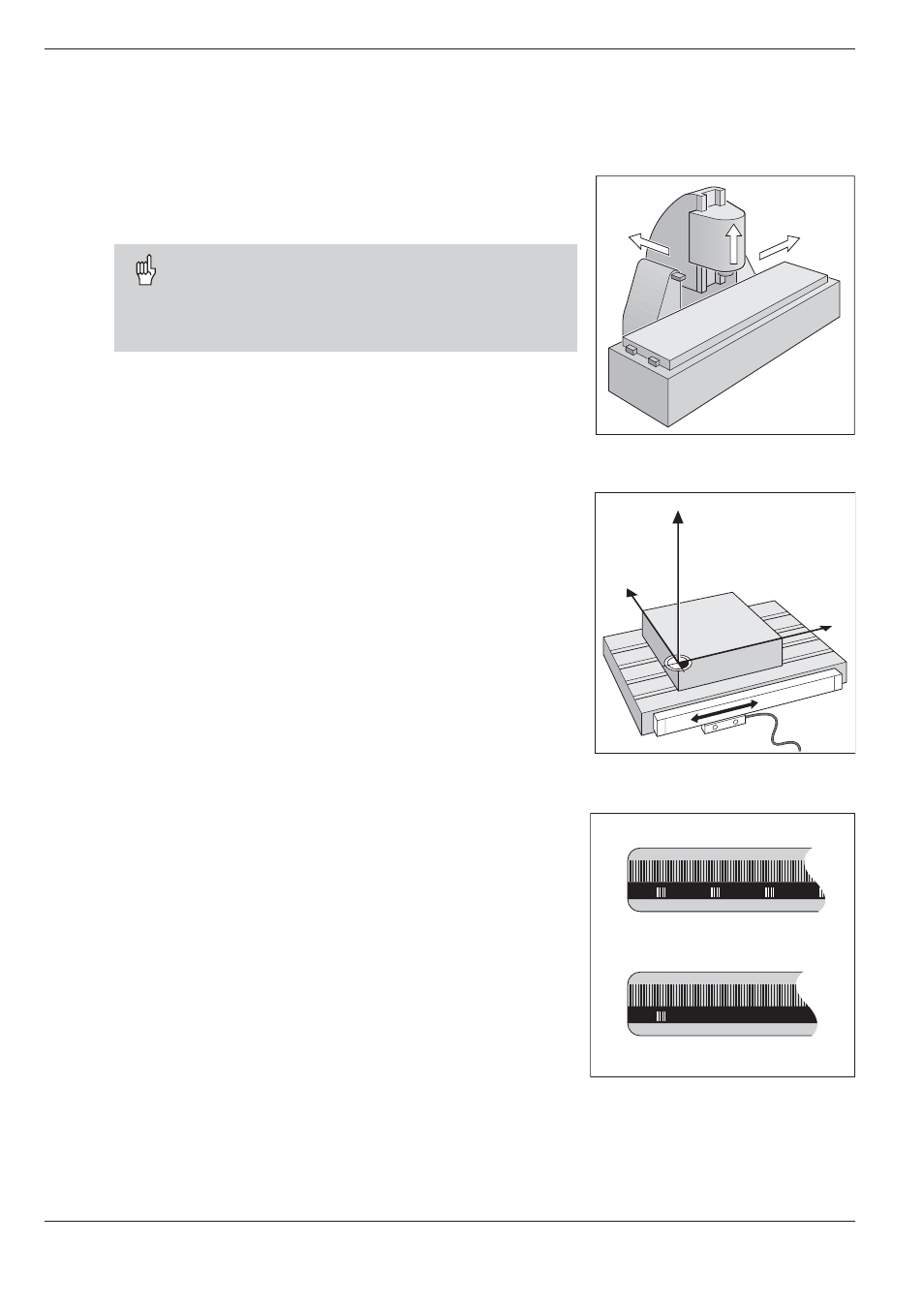
Bild 1.10: Maßstäbe oben mit abstands-
codierten Referenzmarken, unten
mit einer Referenzmarke