HEIDENHAIN NC 124 Benutzerhandbuch
Seite 72
6
Werkstück-Positionen im Programm
72
TNC 124
Y
X
1
2
3
4
60
30
20
50
0
0
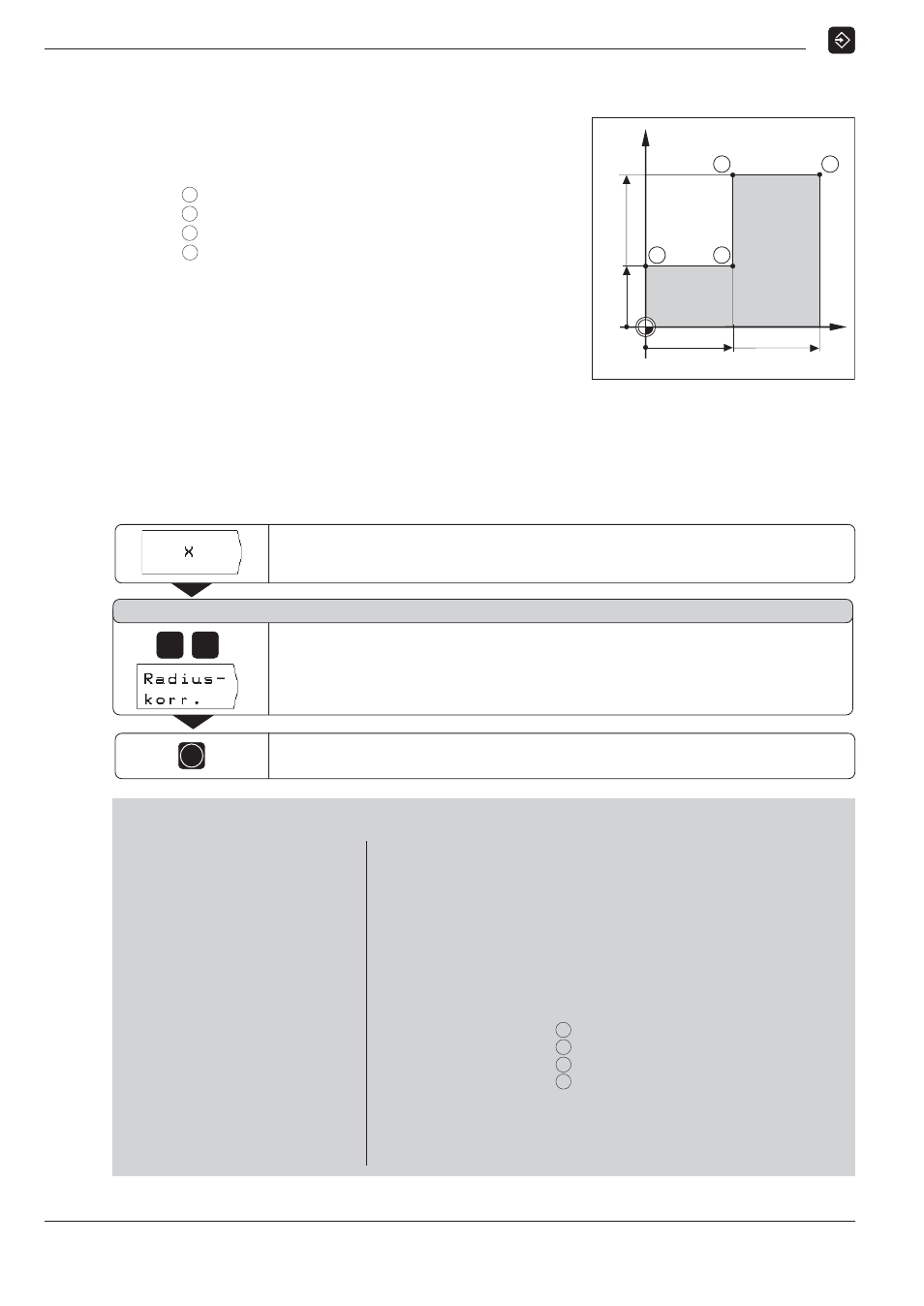
Programm-Beispiel: Stufe fräsen
Die Koordinaten werden als Absolutmaße programmiert,
Bezugspunkt ist der Werkstück-Nullpunkt.
Eckpunkt
1
:
X = 0 mm Y = 20 mm
Eckpunkt
2
:
X = 30 mm Y = 20 mm
Eckpunkt
3
:
X = 30 mm Y = 50 mm
Eckpunkt
4
:
X = 60 mm Y = 50 mm
Zusammenfassung aller Programmierschritte
ä Im Hauptmenü PROGRAMM-EINSPEICHERN/EDITIEREN
wählen Sie die Programm-Verwaltung .
ä Geben Sie die Nummer des Programms ein, das Sie
bearbeiten wollen und drücken Sie die Taste ENT.
ä Geben Sie die Soll-Positionen ein.
Ein fertiges Programm abarbeiten
Ein fertiges Programm führen Sie in der Betriebsart
PROGRAMMLAUF
aus (siehe Kapitel 10).
Eingabe-Beispiel: Eine Soll-Position in ein Programm eingeben
(Satz 11 im Beispiel)
Werkstück-Positionen eingeben
Koordinatenachse wählen ( X - Achse ).
P o s i t i o n s - S o l l w e r t ?
3
0
Eingabe bestätigen. Die eingegebene Sollposition steht
jetzt als aktueller Satz zwischen den gestrichelten Linien.
ENT
Positions-Sollwert
eingeben, z.B. 30 mm
und
Werkzeugradius-Korrektur wählen: R .
Programm-Sätze
0
BEGIN PGM 10
MM
Programm-Anfang, Programm-Nummer und Maßsystem
1
F 9999
Hoher Vorschub zum Vorpositionieren
2
Z+20
Sichere Höhe
3
X–20
R0
Werkzeug vorpositionieren auf der X-Achse
4
Y–20
R0
Werkzeug vorpositionieren auf der Y-Achse
5
Z–10
Werkzeug auf Frästiefe fahren
6
TOOL CALL 1 Z
Werkzeug aufrufen, z.B. Werkzeug 1, Werkzeug-Achse Z
7
S 1000
Spindeldrehzahl
8
M 3
Spindel EIN, Rechtslauf
9
F 200
Bearbeitungsvorschub
10
Y+20
R+
Y-Koordinate Eckpunkt
1
11
X+30
R–
X-Koordinate Eckpunkt
2
12
Y+50
R+
Y-Koordinate Eckpunkt
3
13
X+60
R+
X-Koordinate Eckpunkt
4
14
F 9999
Hoher Vorschub zum Freifahren
15
Z+20
Sichere Höhe
16
M 2
Programmlauf HALT, Spindel AUS, Kühlmittel AUS
17
END PGM 10
MM
Programm-Ende, Programm-Nummer und Maßsystem