Positionieren mit handeingabe – HEIDENHAIN NC 124 Benutzerhandbuch
Seite 38
4
Positionieren mit Handeingabe
38
TNC 124
Positionieren mit Handeingabe
Bei vielen Bearbeitungen lohnt es sich nicht, die Bearbeitungs-
schritte in einem NC-Programm zu speichern, zum Beispiel für ein-
malige Bearbeitungsvorgänge oder einfache Werkstückgeometrien.
In der Betriebsart POSITIONIEREN MIT HANDEINGABE geben
Sie alle Angaben direkt in die TNC ein, die Sie sonst in einem
Bearbeitungsprogramm speichern würden.
Einfache Fräs- und Bohrbearbeitungen
In der Betriebsart POSITIONIEREN MIT HANDEINGABE geben
Sie folgende Angaben zur Soll-Position von Hand ein:
Koordinatenachse
Koordinatenwert
Radiuskorrektur
Die TNC fährt dann das Werkzeug auf die gewünschte Position.
Tief- und Gewindebohren, Bohrbilder, Rechtecktasche fräsen
In der Betriebsart POSITIONIEREN MIT HANDEINGABE können
Sie auch die TNC-Zyklen (siehe Kapitel 7) nutzen:
Tiefbohren
Gewindebohren
Lochkreis
Lochreihen
Rechtecktasche
Bevor Sie das Werkstück bearbeiten
ä Wählen Sie den gewünschten Bezugspunkt (siehe
Bezugspunkt wählen)
ä Setzen Sie das Werkzeug ein.
ä Positionieren Sie das Werkzeug so vor, daß Werkstück und
Werkzeug beim Anfahren nicht beschädigt werden können.
ä Wählen Sie einen geeigneten Vorschub F.
ä Wählen Sie eine geeignete Spindeldrehzahl S.
Werkzeug-Radius berücksichtigen
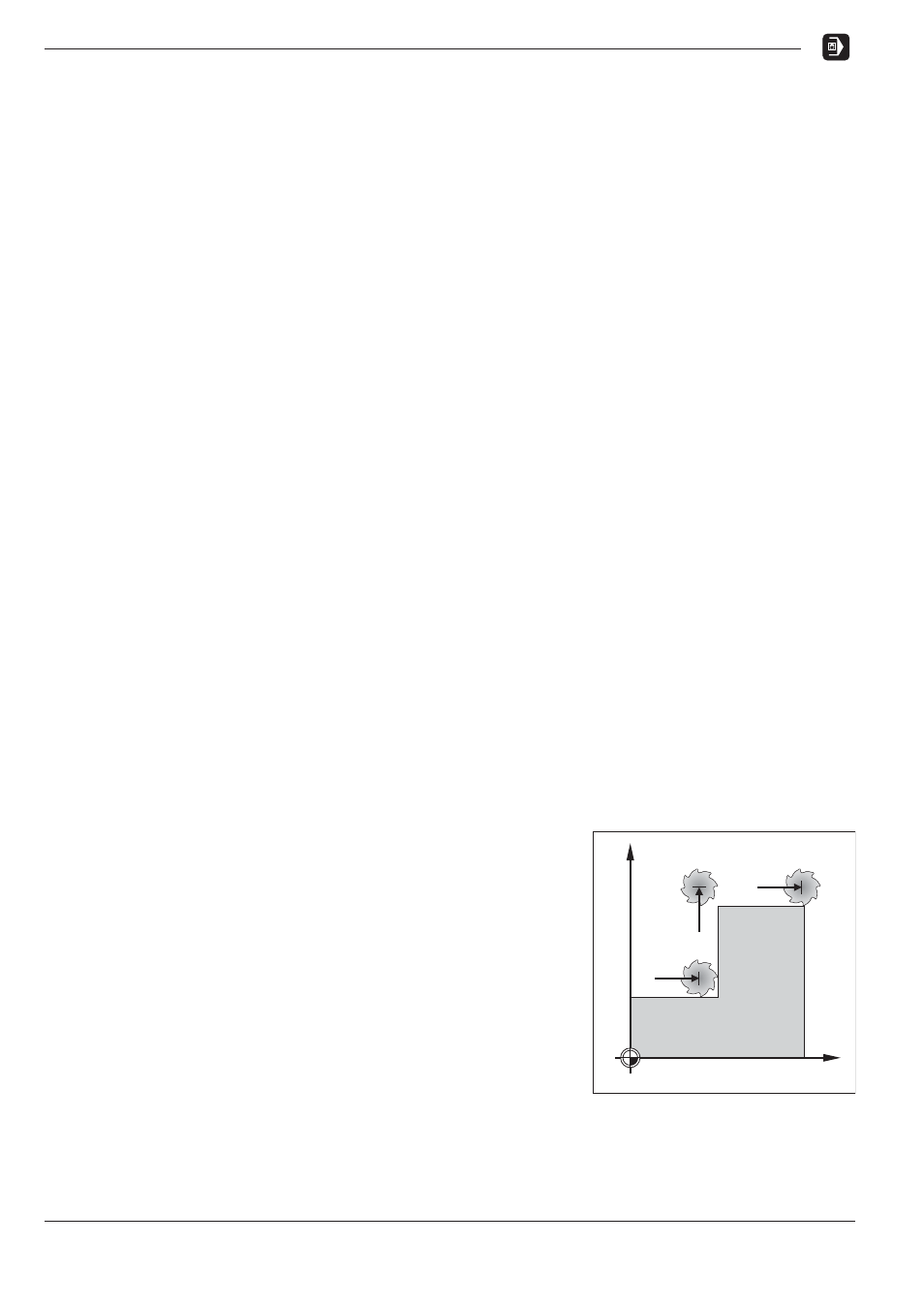
Die TNC kann den Werkzeug-Radius korrigieren (siehe Bild 4.1).
Zeichnungsmaße können Sie dann direkt eingeben:
Die TNC verlängert (R+) oder verkürzt (R) den Fahrweg
automatisch um den Werkzeug-Radius.
Werkzeug-Daten eingeben
ä Drücken Sie die Taste MOD.
ä Drücken Sie den Softkey Wkz.-Tabelle.
ä Geben Sie die Werkzeug-Nummer ein.
ä Geben Sie die Werkzeug-Länge ein.
ä Geben Sie den Werkzeug-Radius ein.
ä Wählen Sie die Werkzeug-Achse per Softkey.
ä Drücken Sie den Softkey Wkz.-Aufruf.
4
R–
R+
Y
X
R0
Bild 4.1:
Werkzeugradius-Korrektur