Unlegierter stahl, Nur über wasser, 50 a – o – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Benutzerhandbuch
Seite 102: Plasma/o, Sekundär
6-20
HySpeed HT2000
Betriebsanleitung
BEDIENUNG
22
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (O
2
)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(O
2
N
2
)
(O
2
N
2
)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
18 GA
1,2 mm
3
27
30
0
18/1,2
1,5
3,0
108
4060
0,0
14 GA
1,9 mm
2 / 17
18 / 0
17
1,5
3,0
108
3050
0,33
12 GA
2,5 mm
l/min
l/min
l/min
1,75
3,5
113
2540
0,33
10 GA
3,2 mm
2,0
4,0
118
1520
0,5
Unlegierter Stahl
50 A – O
2
Plasma/O
2
Sekundär
SCHNEIDEN
Anmerkungen: Sauerstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Stickstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Der Sauerstoff für das Sekundärgas muß von einem Regler, der unabhängig vom Sauerstoff-Plasmagas-
Regler ist, zugeführt werden.
Beim Einsatz einer digitalen oder programmierbaren Fernsteuerung für Spannung und Strom ist der Strom auf
60 A einzustellen.
Beim Einsatz einer Brennerhöhen-Steuerungsanlage, die in der Lage ist, die Lichtbogen-Spannungs-
Einstellung auf dieser Tabelle zu erreichen, ist diese entsprechend einzustellen. Bei Verwendung einer weniger
empfindlichen Brennerhöhen-Steuerungsanlage sind die Lichtbogen-Spannungszahlen abzurunden auf die
nächste erreichbare Einstellung.
Für das zu schneidende Blech ist die Anfangs-Brennerhöhe (vor dem Lochstechen) auf etwa den zweifachen
Abstand zwischen Brenner und Werkstück einzustellen.
Die Abstandstoleranz zwischen Brenner und Werkstück beträgt ±0,25 mm. Beim Einsatz einer
Brennerhöhensteuerung betragen die Toleranzen ±1 V.
Bartfreie Schnitte werden erreicht, wenn man innerhalb der Grenzbereiche für die Vorschubgeschwindigkeit
bleibt.
Wegen der niedrigen Gasdurchflußraten, die mit dem 50 A-Verfahren verbunden sind, kann die anfängliche
Schnittqualität herabgesetzt sein, während der Stickstoff beim Wechsel von Vorströmung auf Betriebs-
Durchfluß (bis zu 2 Sekunden) aus der Gasleitung abgelassen wird. Um dies zu kompensieren, ist entweder
die Maschinenvorschubverzögerung zu erhöhen oder der Einleitungsabstand beim Beginn des Schneidens zu
erhöhen. Es ist zu beachten, daß es bei manchen Höhensteuerungsanlagen erforderlich sein kann, diese zu
sperren, um zu vermeiden, daß der Brenner in die Platte abtaucht, wenn das Sonderzubehör
Maschinenvorschubverzögerung verwendet wird.
Nur über Wasser
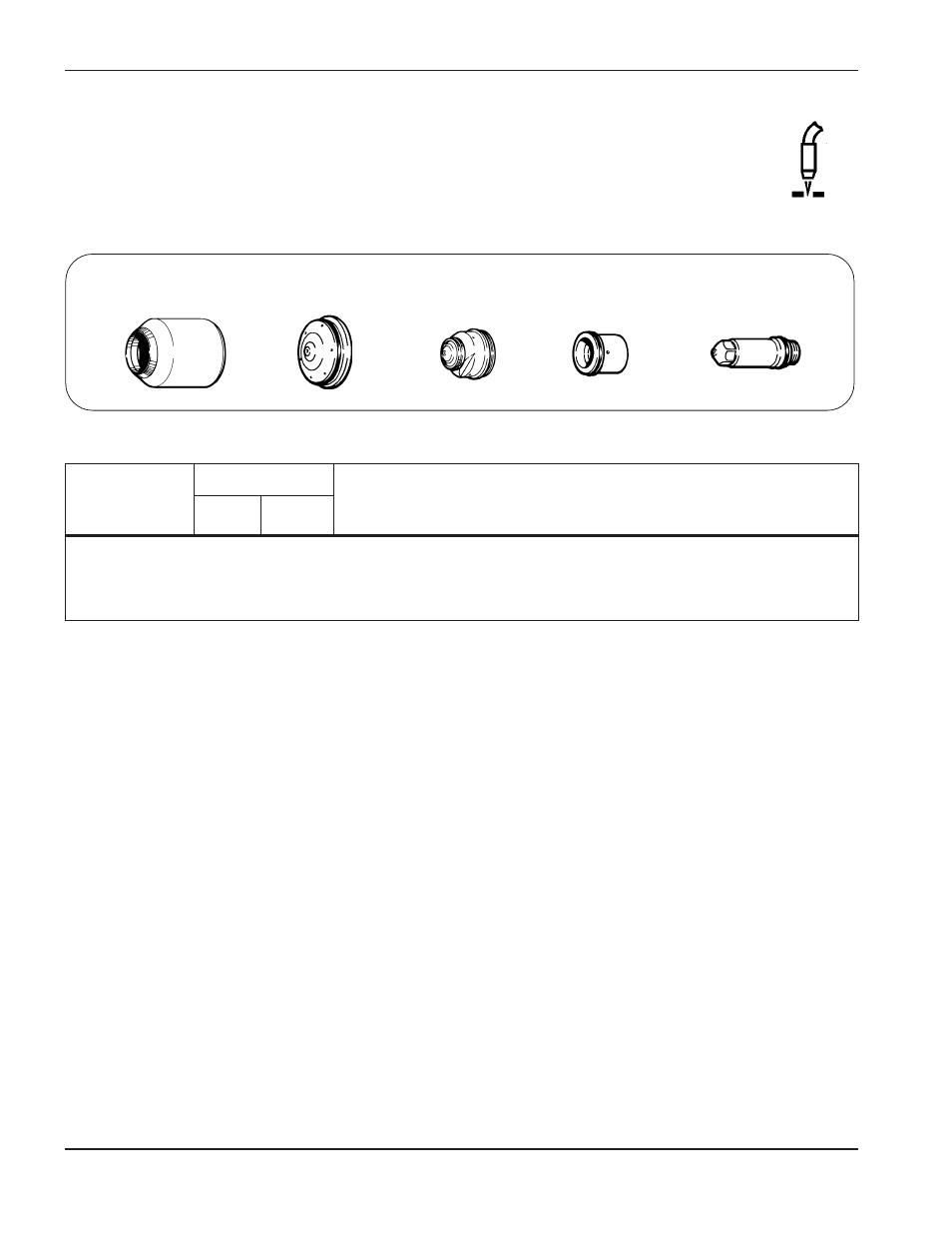
120185
Brennerkappe
120186
Schild
120182
Düse
120179
Wirbelring
120178
Elektrode