Unlegierter stahl, Nur über wasser, 200 a – o – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Benutzerhandbuch
Seite 117: Plasma/luft sekundär
HySpeed HT2000
Betriebsanleitung
6-35
BEDIENUNG
22
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (Luft)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(O
2
N
2
)
(O
2
N
2
)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
115
4060
0,5
.315"
8 mm
3
6
120
3000
0,5
3
⁄
8
"
10 mm
7
24
37 / 0
30
3
6
120
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
120
2030
2,0
5
⁄
8
"
15 mm
4
8
125
1780
2,0
3
⁄
4
"
20 mm
5
10
130
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
135
890
2,5
1
1
⁄
4
"
32 mm
6
140
560
1
1
⁄
2
"
38 mm
6
150
380
1
3
⁄
4
"
44 mm
8
160
250
2"
50 mm
8
170
180
Unlegierter Stahl
200 A – O
2
Plasma/Luft Sekundär
Anmerkungen: Sauerstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Stickstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden bei einer Dicke von mehr als 25 mm wird nicht empfohlen.
Fasenschnitte sollten im Winkel von 45° und 90° zur Oberfläche des Werkstückes vorgenommen werden.
Nur über Wasser
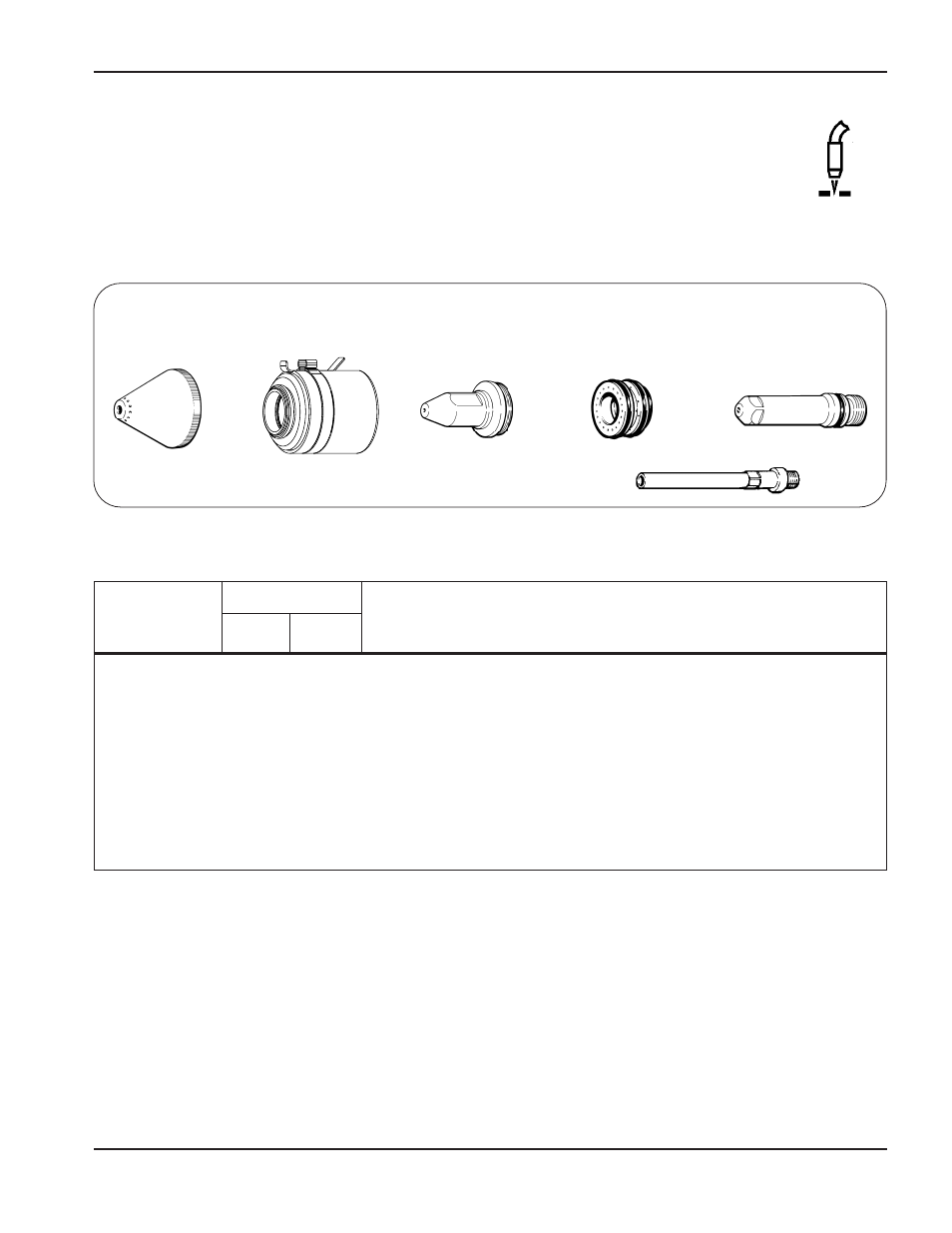
120833 (im Uhrzeigersinn)
120834 (gegen Uhrzeigersinn)
Wirbelring
120258
Elektrode
120257
Kühlwasserrohr
120259
Düse
120837 (im Uhrzeigersinn)
120838 (gegen Uhrzeigersinn)
Brennerkappe
120260
Schild
SCHNEIDEN