Fugenhobeln von unlegiertem stahl, Fugenhobeln von rostfreier stahl oder aluminium, 200 a – luft plasma/luft sekundär – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Benutzerhandbuch
Seite 118
6-36
HySpeed HT2000
Betriebsanleitung
BEDIENUNG
22
Abstand
Plasmagas
Plasmagasdruck
Sekundärgas
Brenner
Eingangs
Sekundärgas
% Preflow
% Operate
Druck (N
2
)
zum
Druck Eingangsdruck
(H35)
(H35)
(psi/ bar)
Werkstück
(H35) (psi/bar)
(N
2
(psi/bar)
Abstand
Plasmagas
Plasmagasdruck
Sekundärgas
Brenner
Eingangs
Sekundärgas
% Preflow
% Operate
Druck (Luft)
zum
Druck
Eingangsdruck
(Luft)
(Luft)
(psi/ bar)
Werkstück
(Luft) (psi/bar)
(Luft) (psi/bar)
71
71
50/3,5
200 A
90/6,2
90/6,2
(33 l/min)
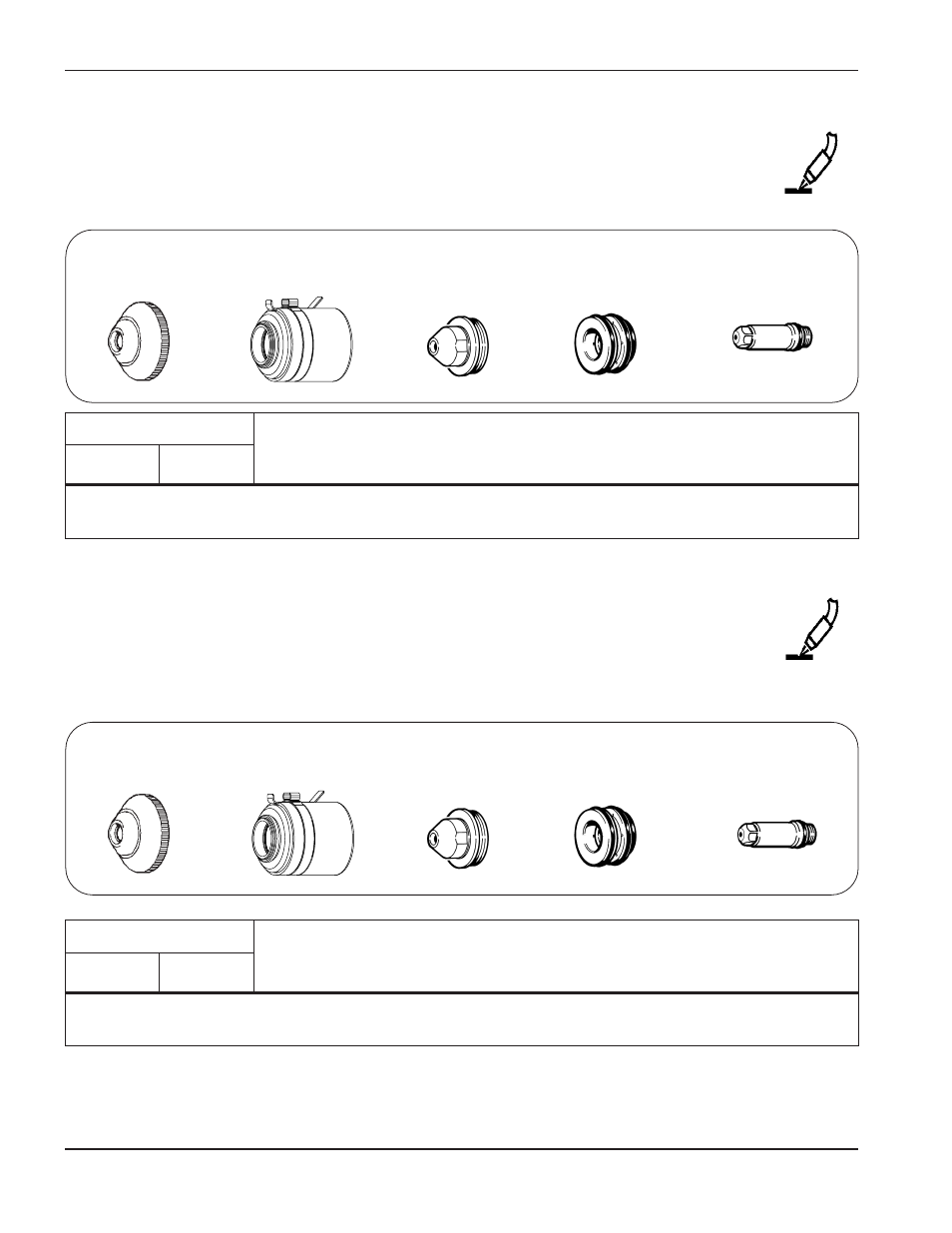
Fugenhobeln von unlegiertem Stahl
200 A – Luft Plasma/Luft Sekundär
H35 = 35% Wasserstoff, 65% Argon
FUGENHOBELN
*Siehe Abschnitt 7 zur Installation und dem Betrieb mit Argon-Wasserstoff-Regelventil.
29
29
50/3,5
200 A
120/8,3
90/6,2
(14 l/min)
Fugenhobeln von Rostfreier Stahl oder Aluminium
200 A – H35 Plasma/N
2
Sekundär
Argon-Wasserstoff-Regelventil (Nr. 073109) erforderlich*
H35 = 35% Wasserstoff, 65% Argon
FUGENHOBELN
020607
Wirbelring
120667
Elektrode
020615
Düse
120837
Brennerkappe
020485
Schild
020607
Wirbelring
020415
Elektrode
020615
Düse
120837
Brennerkappe
020485
Schild