2 gr undlag en zu den bahnfunktionen – HEIDENHAIN iTNC 530 (340 49x-04) Benutzerhandbuch
Seite 240
240
6 Programmieren: Konturen programmieren
6.2 Gr
undlag
en zu den Bahnfunktionen
Radiuskorrektur
Die Radiuskorrektur muss in dem Satz stehen, mit dem Sie das erste
Konturelement anfahren. Die Radiuskorrektur darf nicht in einem Satz
für eine Kreisbahn begonnen werden. Programmieren Sie diese zuvor
in einem Geraden-Satz (siehe „Bahnbewegungen – rechtwinklige
Koordinaten”, Seite 249) oder im Anfahr-Satz (APPR-Satz, siehe
„Kontur anfahren und verlassen”, Seite 242).
Vorpositionieren
Positionieren Sie das Werkzeug zu Beginn eines Bearbeitungs-
Programms so vor, dass eine Beschädigung von Werkzeug und
Werkstück ausgeschlossen ist.
Erstellen der Programm-Sätze mit den Bahnfunktionstasten
Mit den grauen Bahnfunktionstasten eröffnen Sie den Klartext-Dialog.
Die TNC erfragt nacheinander alle Informationen und fügt den
Programm-Satz ins Bearbeitungs-Programm ein.
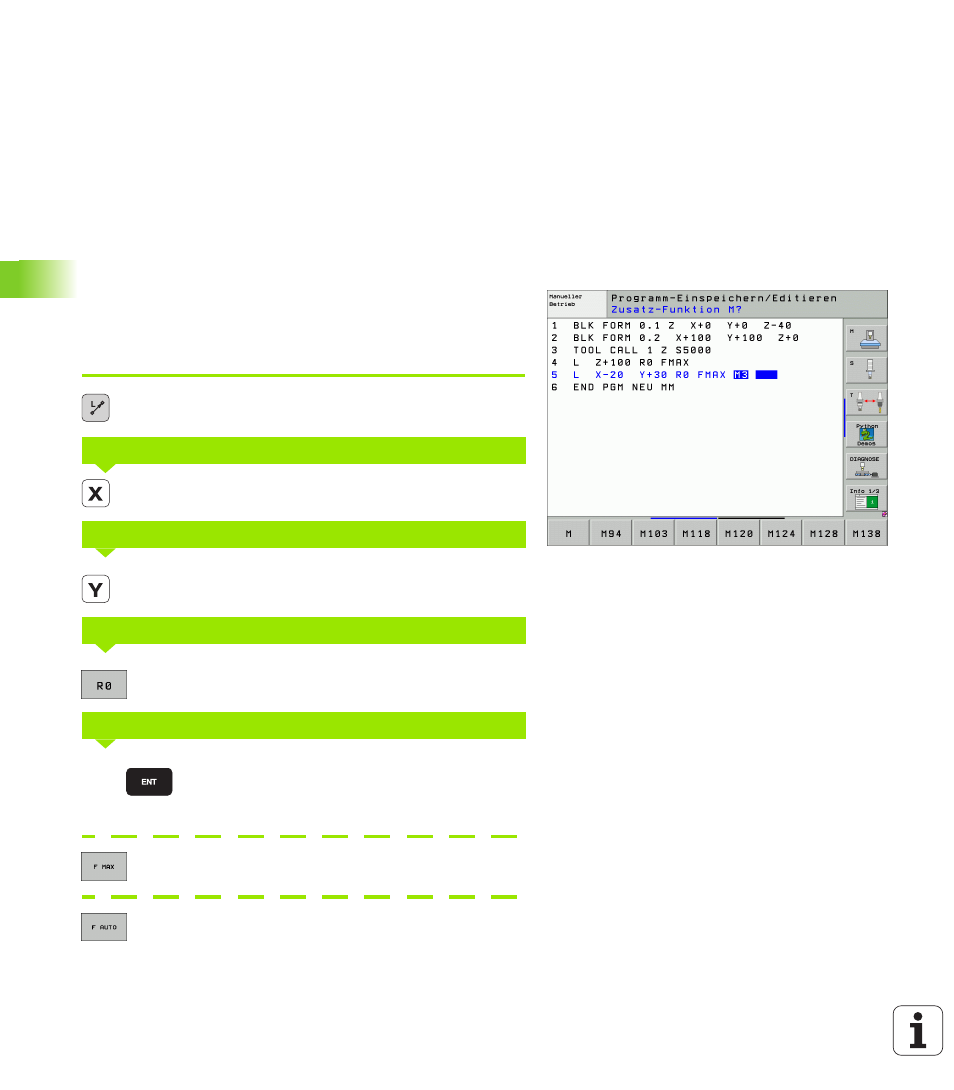
Beispiel – Programmieren einer Geraden.
Programmier-Dialog eröffnen: z.B. Gerade
Koordinaten des Geraden-Endpunkts eingeben, z.B.
-20 in X
Koordinaten des Geraden-Endpunkts eingeben, z.B.
-30 in Y, mit Taste ENT bestätigen
Radiuskorrektur wählen: z.B. Softkey R0 drücken, das
Werkzeug fährt unkorrigiert
Vorschub eingeben und mit Taste ENT bestätigen:
z.B. 100 mm/min. Bei INCH-Programmierung:
Eingabe von 100 entspricht Vorschub von 10 inch/min
Im Eilgang verfahren: Softkey FMAX drücken, oder
Mit Vorschub verfahren, der im TOOL CALL-Satz
definiert ist: Softkey FAUTO drücken
KOORDINATEN?
KOORDINATEN?
RADIUSKORR.: RL/RR/KEINE KORR.?
VORSCHUB F=? / F MAX = ENT
100