1 1 zyklen zum abz e ilen – HEIDENHAIN iTNC 530 (340 49x-04) Benutzerhandbuch
Seite 509
HEIDENHAIN iTNC 530
509
8.1
1
Zyklen zum Abz
e
ilen
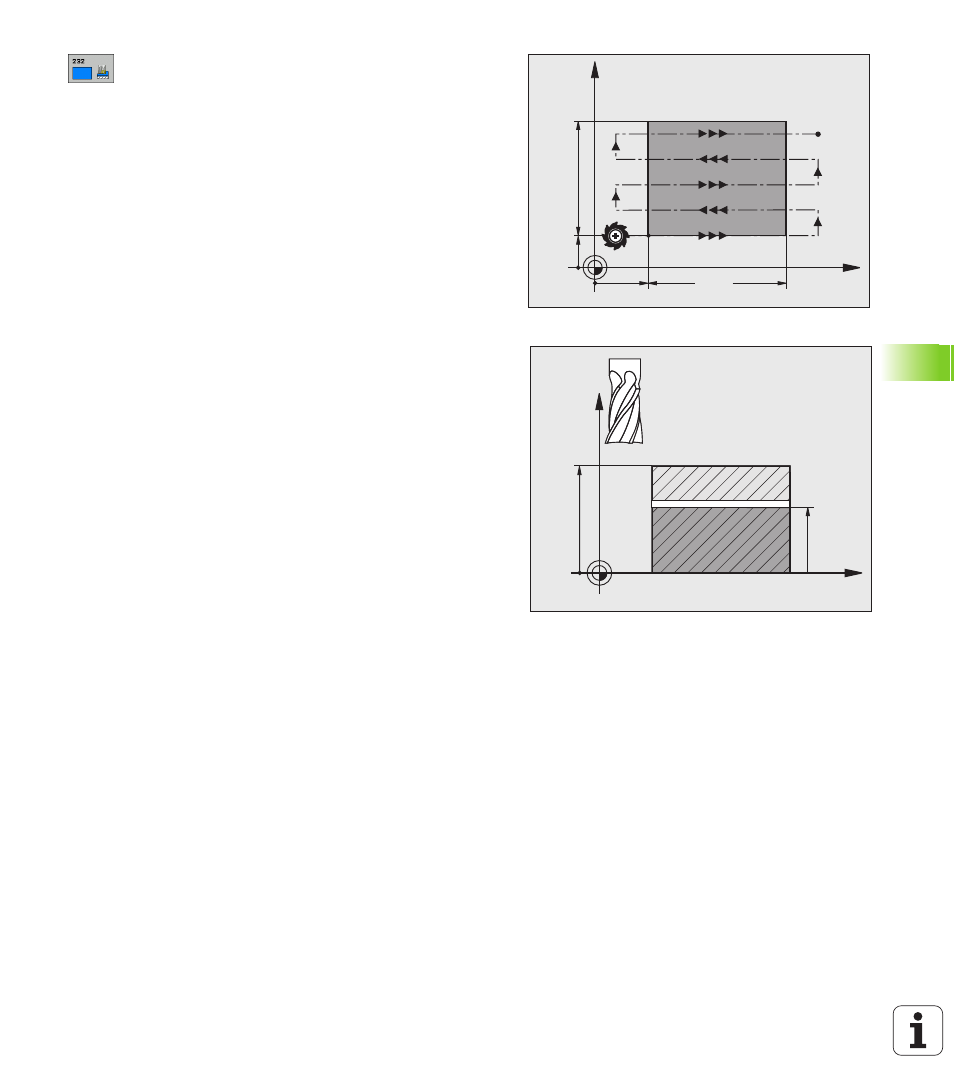
Bearbeitungsstrategie (0/1/2)
Q389: Festlegen,
wie die TNC die Fläche bearbeiten soll:
0: Mäanderförmig bearbeiten, seitliche Zustellung im
Positionier-Vorschub ausserhalb der zu
bearbeitenden Fläche
1: Mäanderförmig bearbeiten, seitliche Zustellung im
Fräsvorschub innerhalb der zu bearbeitenden Fläche
2: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub
Startpunkt 1. Achse
Q225 (absolut): Startpunkt-
Koordinate der zu bearbeitenden Fläche in der
Hauptachse der Bearbeitungsebene
Startpunkt 2. Achse
Q226 (absolut): Startpunkt-
Koordinate der abzuzeilenden Fläche in der
Nebenachse der Bearbeitungsebene
Startpunkt 3. Achse
Q227 (absolut): Koordinate
Werkstück-Oberfläche, von der aus die Zustellungen
berechnet werden
Endpunkt 3. Achse
Q386 (absolut): Koordinate in der
Spindelachse, auf die die Fläche plangefräst werden
soll
1. Seiten-Länge
Q218 (inkremental): Länge der zu
bearbeitenden Fläche in der Hauptachse der
Bearbeitungsebene. Über das Vorzeichen können Sie
die Richtung der ersten Fräsbahn bezogen auf den
Startpunkt 1. Achse
festlegen
2. Seiten-Länge
Q219 (inkremental): Länge der zu
bearbeitenden Fläche in der Nebenachse der
Bearbeitungsebene. Über das Vorzeichen können Sie
die Richtung der ersten Querzustellung bezogen auf
den Startpunkt 2. Achse festlegen
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386