Kreiszapfen (zyklus 257), Seite 435 – HEIDENHAIN iTNC 530 (340 49x-04) Benutzerhandbuch
Seite 435
HEIDENHAIN iTNC 530
435
8.6 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
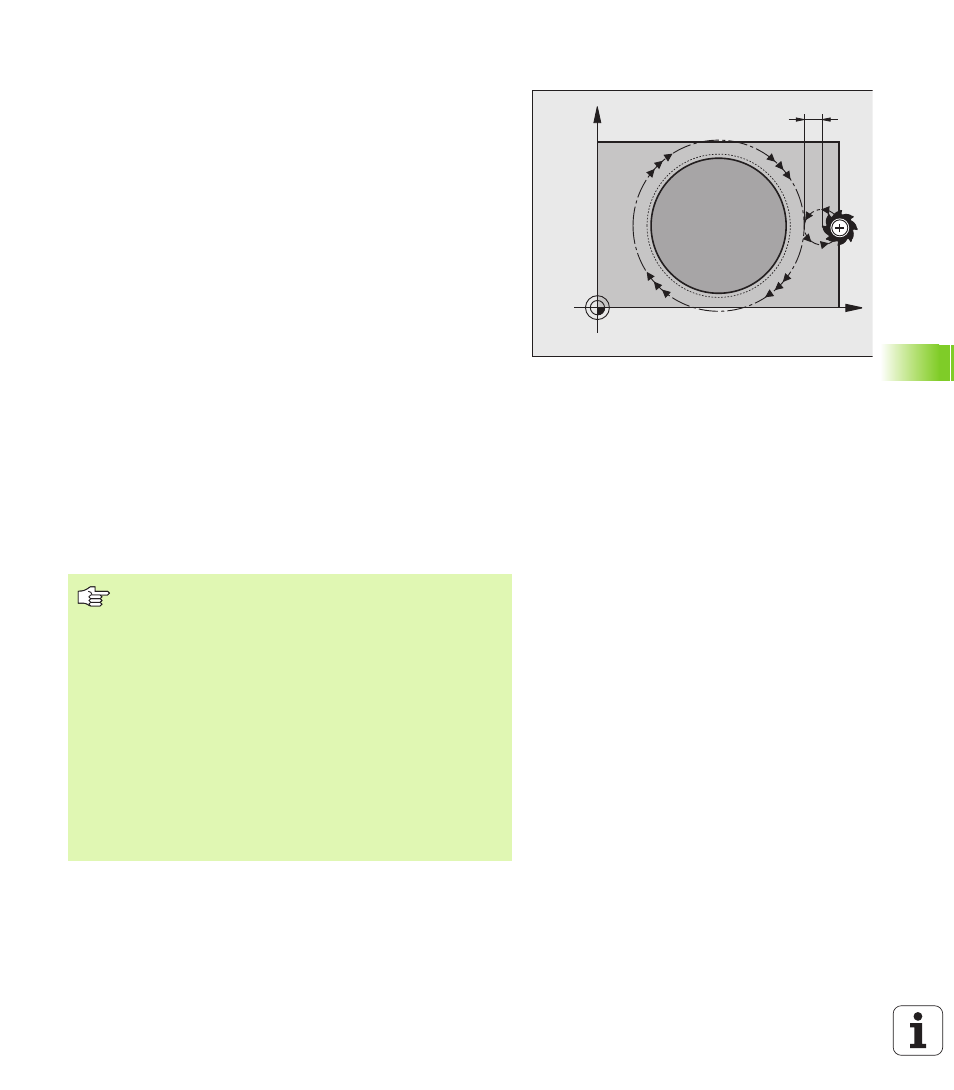
KREISZAPFEN (Zyklus 257)
Mit dem Kreiszapfen-Zyklus 257 können Sie einen Kreiszapfen
bearbeiten. Wenn der Rohteil-Durchmesser größer als die maximal
mögliche seitliche Zustellung ist, dann führt die TNC mehrere seitliche
Zustellungen aus bis der Fertigteil-Durchmesser ereicht ist.
1
Das Werkzeug fährt von der Zyklus-Startposition aus (Zapfenmitte)
in positiver X-Richtung auf die Startposition der
Zapfenbearbeitung. Die Startposition liegt 2 mm rechts neben
dem Zapfenrohteil
2
Falls das Werkzeug auf dem 2. Sicherheits-Abstand steht, fährt die
TNC das Werkzeug im Eilgang FMAX auf den Sicherheits-Abstand
und von dort mit dem Vorschub Tiefenzustellung auf die erste
Zustelltiefe
3
Anschließend fährt das Werkzeug in einem Halbkreis tangential an
die Zapfenkontur und fräst danach einen Umlauf.
4
Wenn sich der Fertigteil-Durchmesser nicht in einem Umlauf
erreichen lässt, stellt die TNC das Werkzeug auf der aktuellen
Zustell-Tiefe seitlich zu und fräst danach erneut einen Umlauf. Die
TNC berücksichtigt dabei den Rohteil-Durchmesser, den Fertigteil-
Durchmesser und die erlaubte seitliche Zustellung. Dieser
Vorgang wiederholt sich, bis der definierte Fertigteil-Durchmesser
erreicht ist
5
Danach fährt das Werkzeug in einem Halbkreis tangential von der
Kontur weg zurück zum Startpunkt der Zapfenbearbeitung
6
Anschließend fährt die TNC das Werkzeug auf die nächste Zustell-
Tiefe und bearbeitet den Zapfen auf dieser Tiefe
7
Dieser Vorgang wiederholt sich, bis die programmierte Zapfentiefe
erreicht ist
X
Y
2mm
Beachten Sie vor dem Programmieren
Werkzeug auf Startposition in der Bearbeitungsebene
(Zapfenmitte) vorpositionieren mit Radiuskorrektur R0.
Die TNC positioniert das Werkzeug in der Werkzeug-
Achse automatisch vor. Parameter Q204 (2. Sicherheits-
Abstand) beachten.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Die TNC positioniert das Werkzeug am Zyklusende wieder
zurück auf die Startposition.
Die TNC positioniert das Werkzeug am Ende zurück auf
den Sicherheits-Abstand, wenn eingegeben auf den
2. Sicherheits-Abstand.