HEIDENHAIN iTNC 530 (340 49x-04) Benutzerhandbuch
Seite 436
436
8 Programmieren: Zyklen
8.6 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
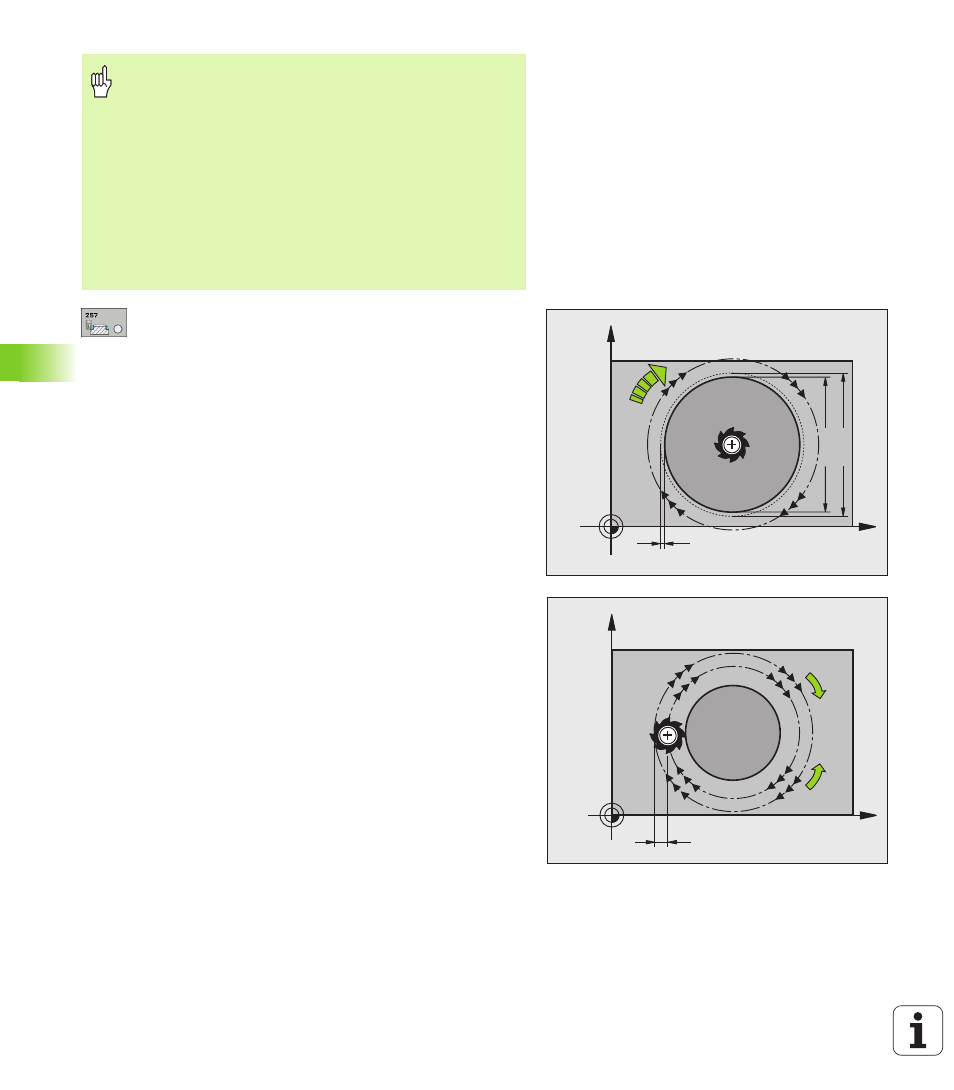
Fertigteil-Durchmesser
Q223: Durchmesser des
fertig bearbeiteten Zapfens
Rohteil-Durchmesser
Q222: Durchmesser des
Rohteils. Rohteil-Durchmesser größer Fertigteil-
Durchmesser eingeben. Die TNC führt mehrere
seitliche Zustellungen aus, wenn die Differenz
zwischen Rohteil-Durchmesser und Fertigteil-
Durchmesser größer ist als die erlaubte seitliche
Zustellung (Werkzeug-Radius mal Bahn-Überlappung
Q370
). Die TNC berechnet immer eine konstante
seitliche Zustellung
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungs-Ebene
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1 = Gleichlauffräsen
–1 = Gegenlauffräsn
Mit Maschinen-Parameter 7441 Bit 2 stellen Sie ein, ob die
TNC bei der Eingabe einer positiven Tiefe eine
Fehlermeldung ausgeben soll (Bit 2=1) oder nicht
(Bit 2=0).
Achtung Kollisionsgefahr!
Beachten Sie, dass die TNC bei positiv eingegebener
Tiefe die Berechnung der Vorposition umkehrt. Das
Werkzeug fährt also in der Werkzeug-Achse mit Eilgang
auf Sicherheits-Abstand unter die Werkstück-Oberfläche!
Rechts neben dem Zapfen ausreichend Platz für die
Anfahrbewegung lassen. Minmum: Werkzeug-
Durchmesser + 2 mm.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1