Zerspanen, eintauchen schlichten plan, 4 abspanzyklen – HEIDENHAIN SW 548328-05 Benutzerhandbuch
Seite 170
170
Zyklen-Programmierung
4.4
Abspanzyklen
Bearbeitungsart für Technologiedatenbankzugriff:
Schlichten
Zyklusausführung
1 fährt in Planrichtung vom Startpunkt zum Anfangspunkt X1, Z1
2 schlichtet den definierten Konturabschnitt
3 fährt achsparallel zum Startpunkt zurück
4 fährt entsprechend der G14-Einstellung den
Werkzeugwechselpunkt an
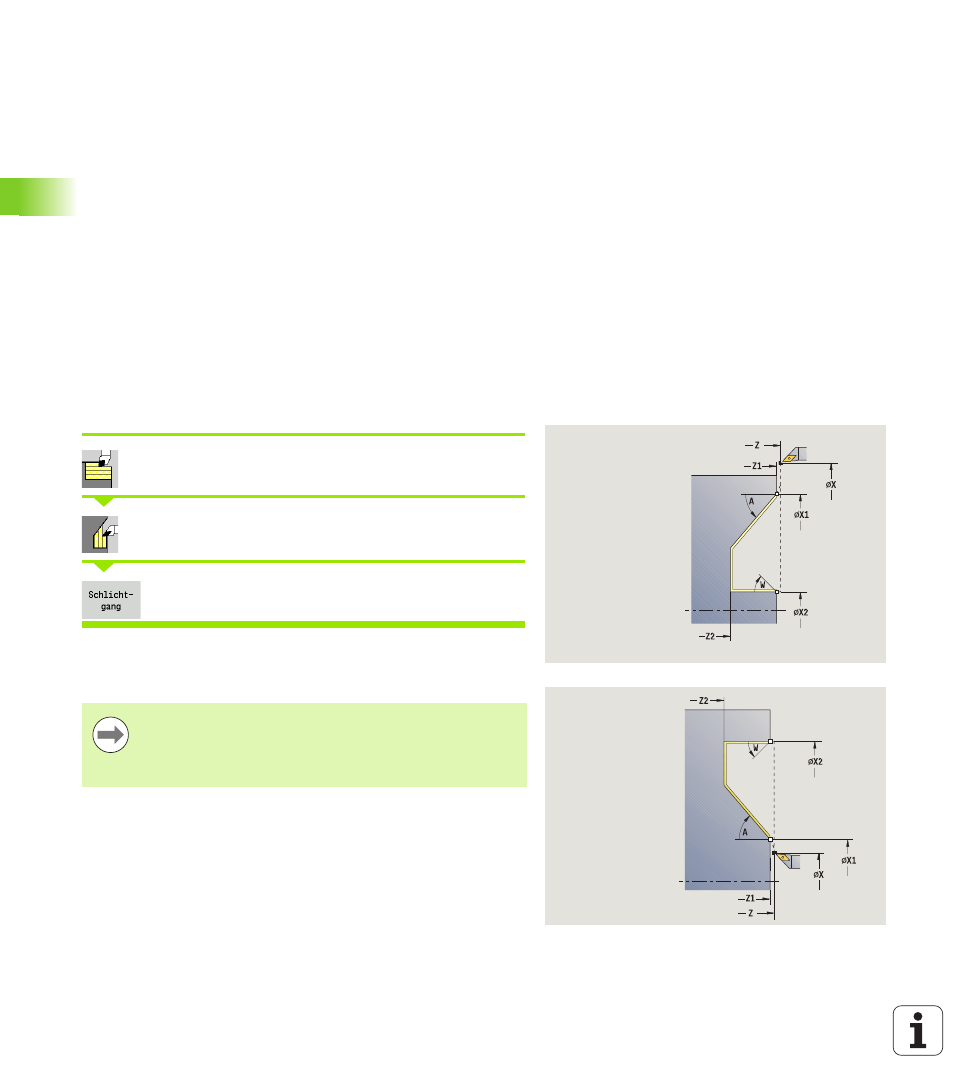
Zerspanen, Eintauchen Schlichten plan
Abspanzyklen längs/plan wählen
Eintauchen plan wählen
Softkey
Schlichtgang zuschalten
Der Zyklus schlichtet den Konturabschnitt von
Anfangspunkt Kontur
bis
Endpunkt Kontur. Das Werkzeug fährt am Ende des Zyklus auf den
Startpunkt zurück.
MFS
M am Anfang: M-Funktion, die am Anfang des
Bearbeitungsschrittes ausgeführt wird.
MFE
M am Ende: M-Funktion, die am Ende des
Bearbeitungsschrittes ausgeführt wird.
WP
Anzeige mit welcher Werkstückspindel der Zyklus
abgearbeitet wird (maschinenabhängig)
Hauptantrieb
Gegenspindel für die Rückseitenbearbeitung
Das Werkzeug taucht mit dem maximal möglichen
Winkel ein, das Restmaterial bleibt stehen.
Je steiler das Werkzeug eintaucht, desto größer ist die
Vorschubreduzierung (maximal 50%).
Zyklusparameter
X, Z
Startpunkt
X1, Z1
Anfangspunkt Kontur
X2, Z2
Endpunkt Kontur
A
Eintauchwinkel (Bereich: 0° <= A < 90°; default: 0°)
W
Endwinkel – Schräge am Konturende
(Bereich: 0° <= W < 90°)
G47
Sicherheitsabstand (siehe Seite 126)
G14
Werkzeugwechselpunkt (siehe Seite 126)