Achs-vorschub, Spindel, 3 mas chi ne nda ten – HEIDENHAIN SW 548328-05 Benutzerhandbuch
Seite 82
82
Betriebsart Maschine
3.3
Mas
chi
ne
nda
ten
Achs-Vorschub
F (englisch: Feed) ist der Kennbuchstabe für Vorschubangaben.
Abhängig von der Stellung des Softkeys
Minuten-Vorschub erfolgt die
Eingabe in:
Millimeter pro Spindelumdrehung (Umdrehungsvorschub)
Millimeter pro Minute (Minutenvorschub).
Bei der Anzeige sehen Sie anhand der Maßeinheit, mit welcher
Vorschubart gearbeitet wird.
Mit dem
Vorschub-Korrektur-Regler (Feed-Override) ändern Sie den
Vorschubwert (Bereich: 0% bis 150%).
Spindel
S (englisch: Speed) ist der Kennbuchstabe für Spindeldaten. Abhängig
von der Stellung des Softkeys
konstante Drehzahl erfolgt die Eingabe
in:
Umdrehungen pro Minute (konstante Drehzahl)
Meter pro Minute (konstante Schnittgeschwindigkeit)
Die Drehzahl wird durch die maximale Spindeldrehzahl begrenzt. Sie
definieren die Drehzahlbegrenzung im Eingabefenster
TSF-Dialog
oder in der DIN-Programmierung mit dem Befehl G26. Die
Drehzahlbegrenzung gilt so lange, bis sie von einer anderen
Drehzahlbegrenzung überschrieben wird.
Mit dem Drehzahl-Korrektur-Regler (Speed-Override) ändern Sie die
Spindeldrehzahl (Bereich: 50% bis 150%).
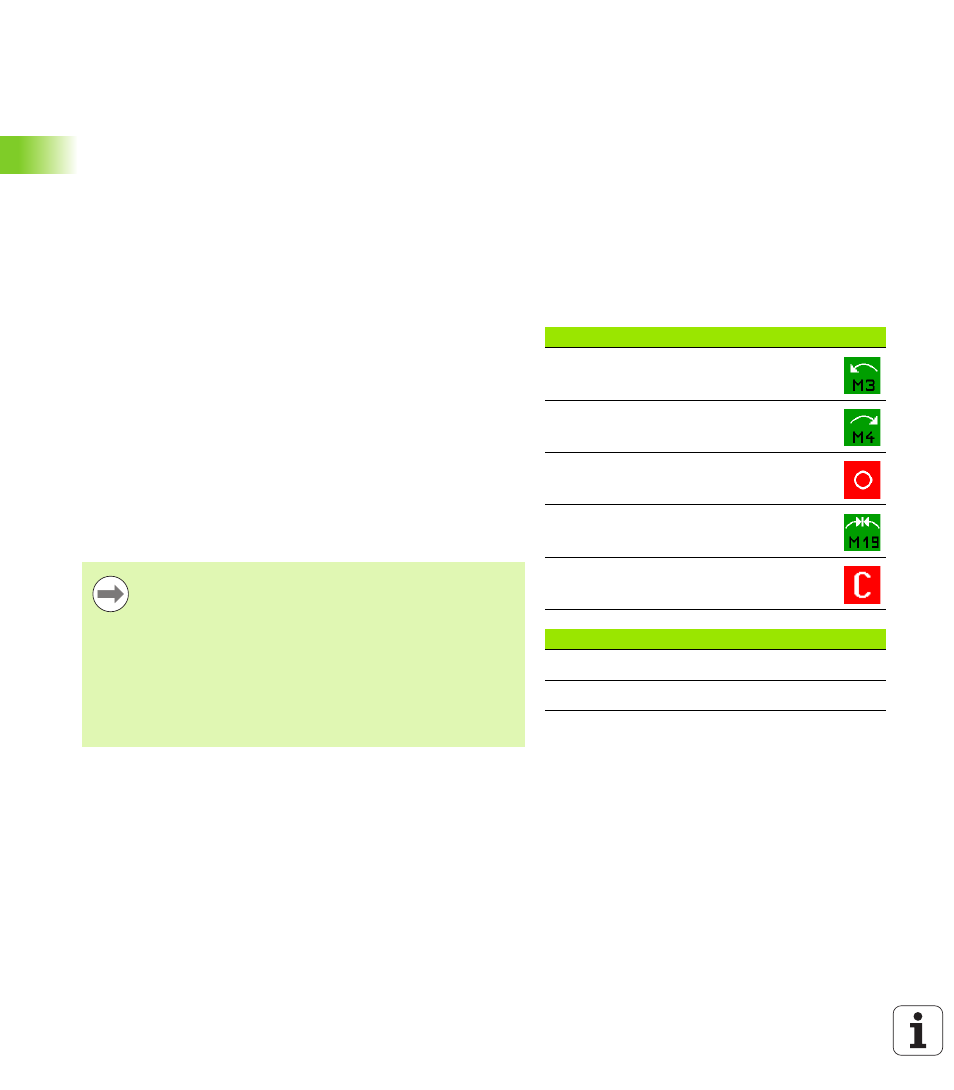
Spindelsymbole (S-Anzeige)
Spindeldrehrichtung M3
Spindeldrehrichtung M4
Spindel gestoppt
Spindel ist in Lageregelung (M19)
C-Achse auf Spindelantrieb aktiv
Spindelbezeichnungen
Hauptspindel
H
0
1
Angetriebenes Werkzeug
1
1
2
Bei konstanter Schnittgeschwindigkeit errechnet die
MANUALplus die Spindeldrehzahl in Abhängigkeit von
der Position der Werkzeugspitze. Bei kleinerem
Durchmesser erhöht sich die Spindeldrehzahl, wobei
die
maximale Drehzahl nicht überschritten wird.
Die Spindelsymbole zeigen die Drehrichtung aus Sicht
eines Bedieners, der vor der Maschine steht und auf die
Spindel schaut.
Die Spindelbezeichnung wird vom Maschinenhersteller
festgelegt (siehe Tabelle rechts).