Reiben (zyklus g201), Seite 316 – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 316
316
8 Programmieren: Zyklen
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
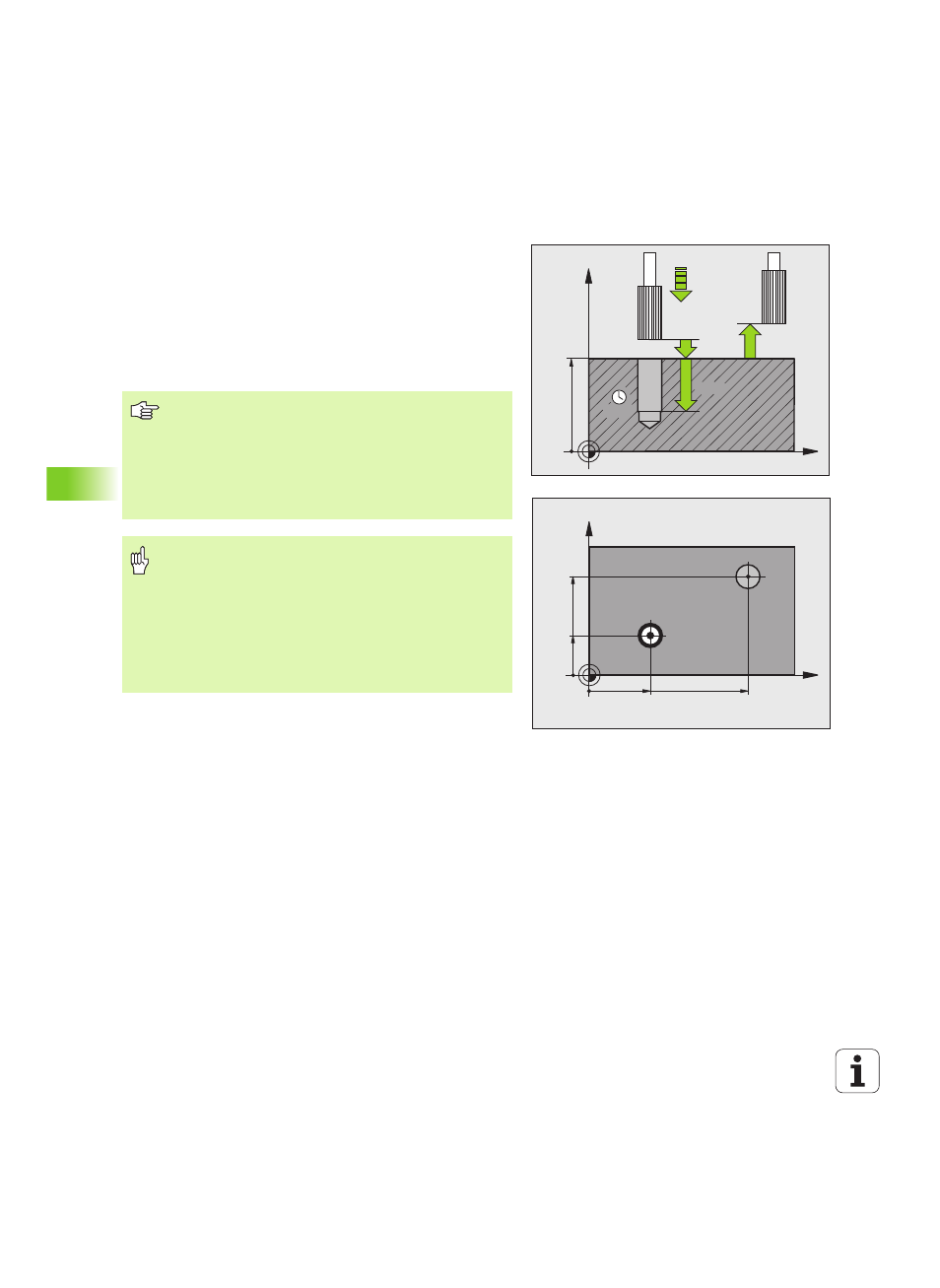
REIBEN (Zyklus G201)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
auf den eingegebenen Sicherheits-Abstand über der Werkstück-
Oberfläche
2
Das Werkzeug reibt mit dem eingegebenen Vorschub F bis zur
programmierten Tiefe
3
Am Bohrungsgrund verweilt das Werkzeug, falls eingegeben
4
Anschließend fährt die TNC das Werkzeug im Vorschub F zurück
auf den Sicherheits-Abstand und von dort – falls eingegeben – mit
Eilgang auf den 2. Sicherheits-Abstand
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
30
X
Y
20
80
50
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40
programmieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Mit Maschinen-Parameter 7441 Bit 2 stellen Sie ein, ob die
TNC bei der Eingabe einer positiven Tiefe eine
Fehlermeldung ausgeben soll (Bit 2=1) oder nicht (Bit
2=0).
Achtung Kollisionsgefahr!
Beachten Sie, dass die TNC bei positiv eingegebener
Tiefe die Berechnung der Vorposition umkehrt. Das
Werkzeug fährt also in der Werkzeug-Achse mit Eilgang
auf Sicherheits-Abstand unter die Werkstück-Oberfläche!