D15: print: texte oder q-parameter- werte ausgeben, D19: plc: werte an plc übergeben, D15: print: texte oder q-parameter-werte ausgeben – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 547: 7 zusätzlic he f unktionen
HEIDENHAIN iTNC 530
547
1
1
.7 Zusätzlic
he F
unktionen
D15: PRINT: Texte oder Q-Parameter-
Werte ausgeben
Mit der Funktion D15: PRINT können Sie Werte von Q-Parametern
und Fehlermeldungen über die Datenschnittstelle ausgeben, zum
Beispiel an einen Drucker. Wenn Sie die Werte intern abspeichern
oder an einen Rechner ausgeben, speichert die TNC die Daten in der
Datei %FN 15RUN.A (Ausgabe während des Programmlaufs) oder in
der Datei %FN15SIM.A (Ausgabe während des Programm-Tests). Die
Ausgabe erfolgt gepuffert und wird spätestens am PGM-Ende, oder
wenn das PGM angehalten wird, ausgelöst. In der BA Einzelsatz
startet die Datenübertragung am Satzende.
Dialoge und Fehlermeldung ausgeben mit D15: PRINT
„Zahlenwert“
Beispiel: Dialog-Nummer 20 ausgeben
Dialoge und Q-Parameter ausgeben mit D15: PRINT „Q-
Parameter“
Anwendungsbeispiel: Protokollieren einer Werkstück-Vermessung.
Sie können bis zu sechs Q-Parameter und Zahlenwerte gleichzeitig
ausgeben.
Beispiel: Dialog 1 und Zahlenwert Q1 ausgeben
D19: PLC: Werte an PLC übergeben
Mit der Funktion D19: PLC können Sie bis zu zwei Zahlenwerte oder
Q-Parameter an die PLC übergeben.
Schrittweiten und Einheiten: 0,1 µm bzw. 0,0001°
Beispiel: Zahlenwert 10 (entspricht 1µm bzw. 0,001°) an PLC
übergeben
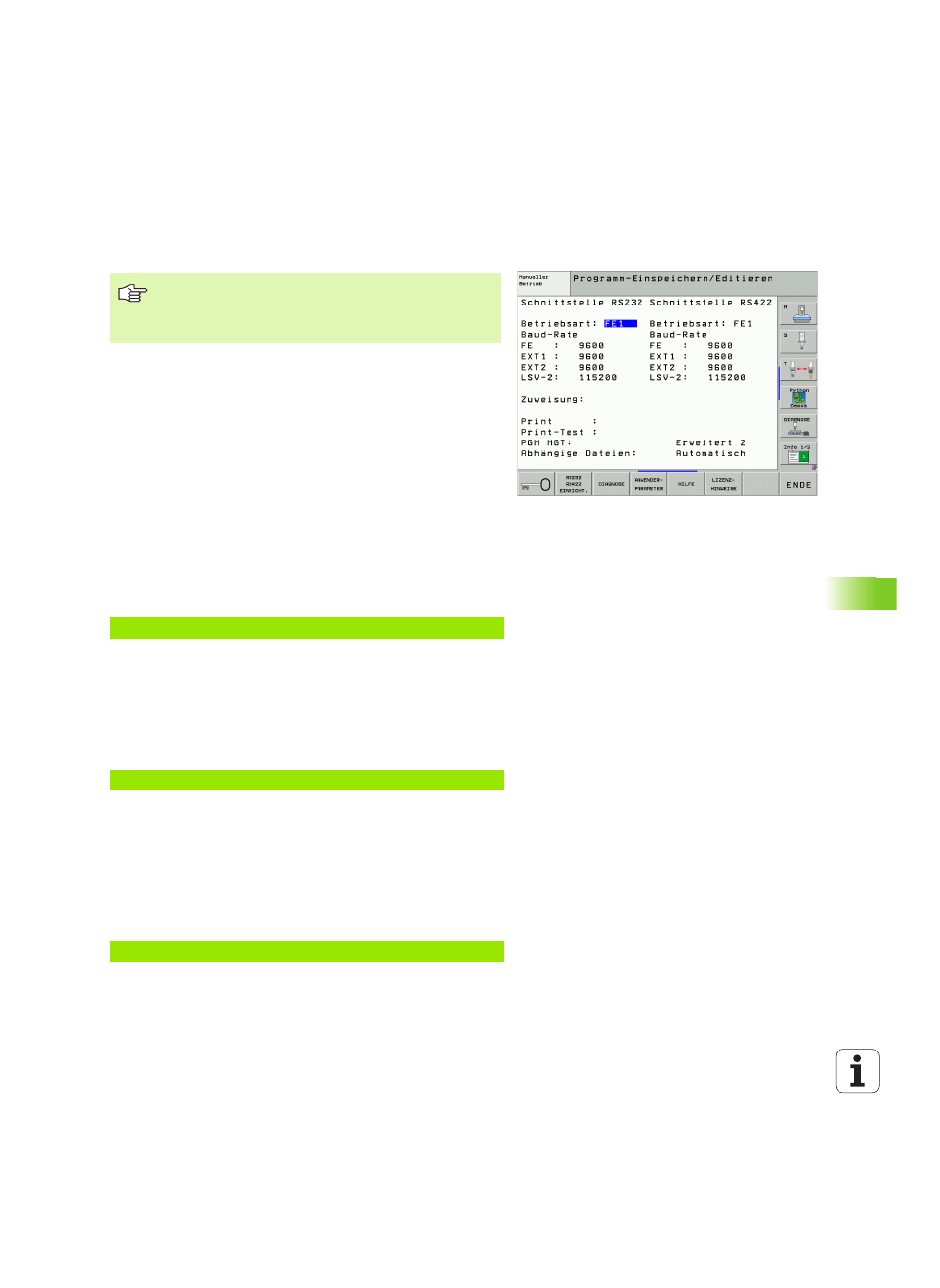
Datenschnittstelle einrichten: Im Menüpunkt PRINT bzw.
PRINT-TEST legen Sie den Pfad fest, auf dem die TNC die
Texte oder Q-Parameter-Werte speichern soll, siehe
„Zuweisung”, Seite 630.
Zahlenwert 0 bis 99:
Dialoge für Hersteller-Zyklen
ab 100:
PLC-Fehlermeldungen
N67 D15 P01 20 *
N70 D15 P01 1 P02 Q1 *
N56 D19 P01 +10 P02 +Q3 *