Gewindefraesen (zyklus g262), Seite 339 – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 339
HEIDENHAIN iTNC 530
339
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
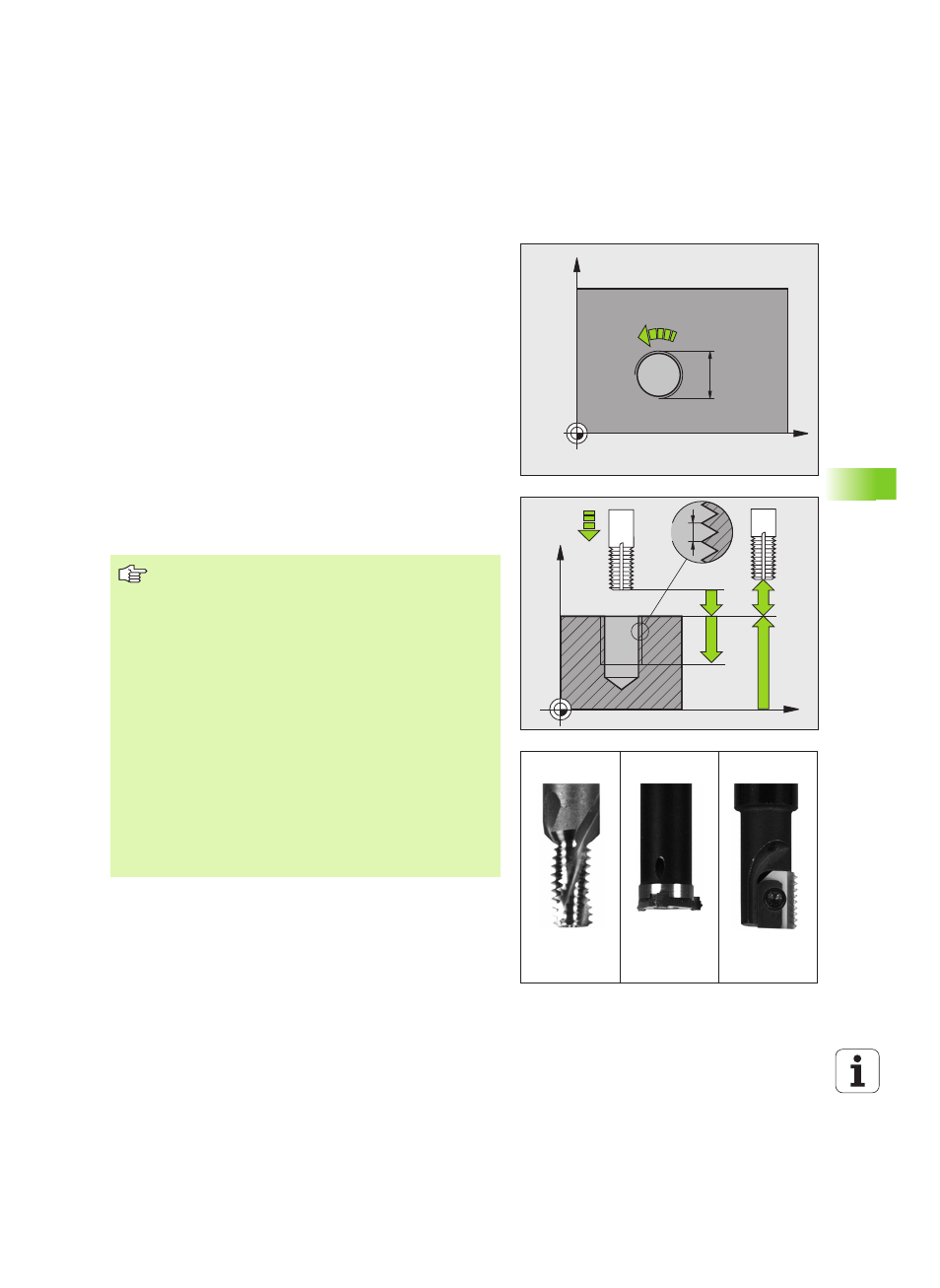
GEWINDEFRAESEN (Zyklus G262)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
auf den eingegebenen Sicherheits-Abstand über der Werkstück-
Oberfläche
2
Das Werkzeug fährt mit dem programmierten Vorschub
Vorpositionieren auf die Startebene, die sich aus dem Vorzeichen
der Gewindesteigung, der Fräsart und der Anzahl der Gänge zum
Nachsetzen ergibt
3
Anschließend fährt das Werkzeug tangential in einer Helix-
Bewegung an den Gewindenenndurchmesser. Dabei wird vor der
Helix-Anfahrbewegung noch eine Ausgleichsbewegung in der
Werk-zeugachse durchgeführt, um mit der Gewindebahn auf der
pro-grammierten Startebene zu beginnen
4
Abhängig vom Parameter Nachsetzen fräst das Werkzeug das
Gewinde in einer, in mehreren versetzten oder in einer
kontinuierlichen Schraubenlinienbewegung
5
Danach fährt das Werkzeug tangential von der Kontur zurück zum
Startpunkt in der Bearbeitungsebene
6
Am Ende des Zyklus fährt die TNC das Werkzeug im Eilgang auf
den Sicherheits-Abstand oder – falls eingegeben – auf den
2. Sicherheits-Abstand
X
Y
Q207
Q335
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
Q355 = 1
Q355 > 1
Q355 = 0
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40
programmieren.
Das Vorzeichen des Zyklusparameters Gewindetiefe legt
die Arbeitsrichtung fest. Wenn Sie die Gewindetiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Die Anfahrbewegung an den Gewindenenndurchmesser
erfolgt im Halbkreis von der Mitte aus. Ist der Werkzeug-
durchmesser und die 4fache Steigung kleiner als der
Gewindenenndurchmesser wird eine seitliche
Vorpositionierung ausgeführt.
Beachten Sie, dass die TNC vor der Anfahrbewegung eine
Ausgleichsbewegung in der Werkzeug-Achse durchführt.
Die Größe der Ausgleichsbewegung beträgt maximal die
halbe Gewindesteigung. Auf ausreichend Platz in der
Bohrung achten!
Wenn Sie die Gewindetiefe verändern, ändert die TNC
automatisch den Startpunkt für die Helix-Bewegung.