Nullpunkt-verschiebung (zyklus g54), Seite 460 – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 460
460
8 Programmieren: Zyklen
8.9 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
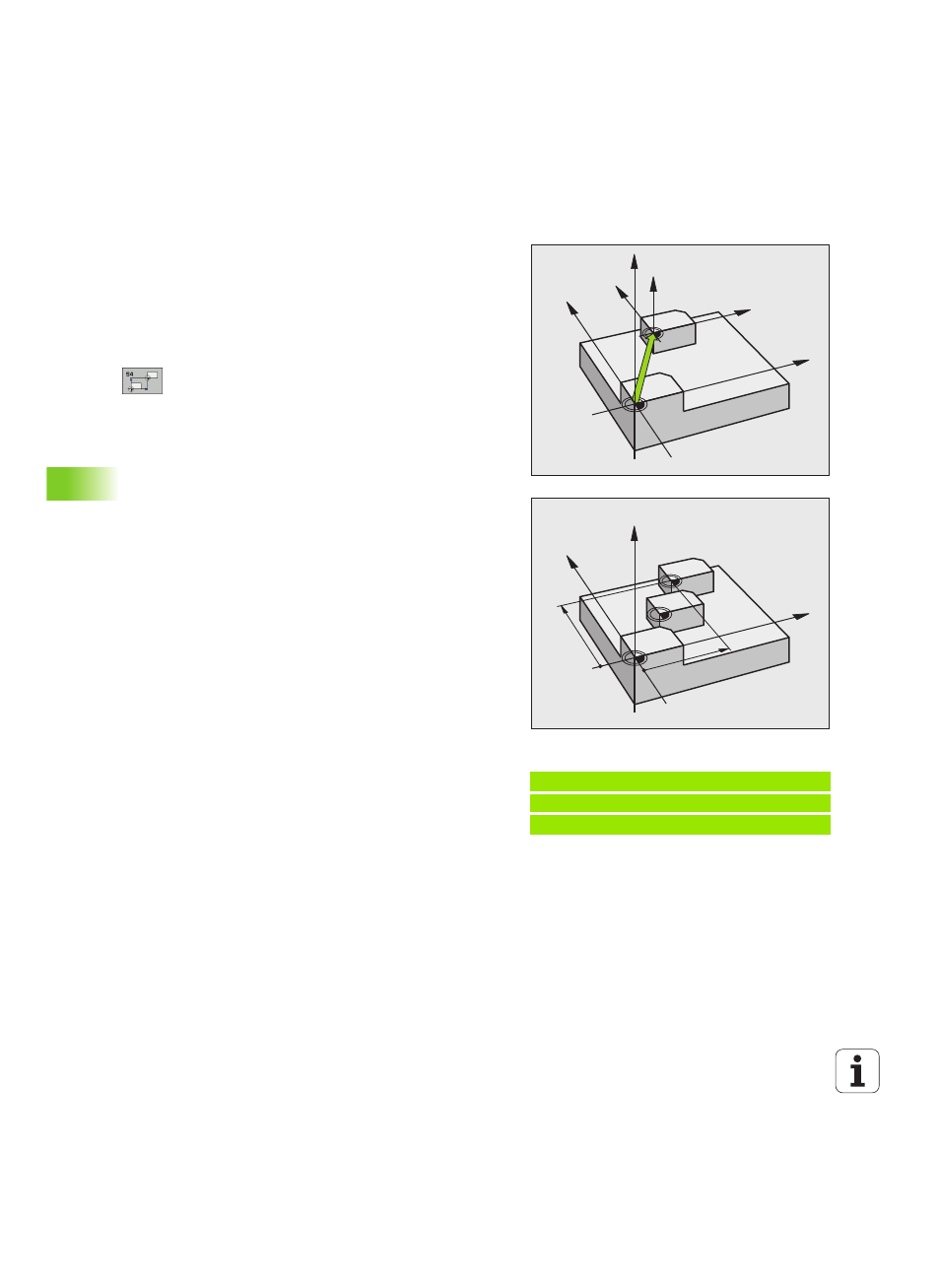
NULLPUNKT-Verschiebung (Zyklus G54)
Mit der NULLPUNKT-VERSCHIEBUNG können Sie Bearbeitungen an
beliebigen Stellen des Werkstücks wiederholen.
Wirkung
Nach einer Zyklus-Definition NULLPUNKT-VERSCHIEBUNG beziehen
sich alle Koordinaten-Eingaben auf den neuen Nullpunkt. Die
Verschiebung in jeder Achse zeigt die TNC in der zusätzlichen Status-
Anzeige an. Die Eingabe von Drehachsen ist auch erlaubt.
Verschiebung
: Koordinaten des neuen Nullpunkts
eingeben; Absolutwerte beziehen sich auf den
Werkstück-Nullpunkt, der durch das Bezugspunkt-
Setzen festgelegt ist; Inkrementalwerte beziehen
sich immer auf den zuletzt gültigen Nullpunkt – dieser
kann bereits verschoben sein
Rücksetzen
Die Nullpunkt-Verschiebung mit den Koordinatenwerten X=0, Y=0 und
Z=0 hebt eine Nullpunkt-Verschiebung wieder auf.
Grafik
Wenn Sie nach einer Nullpunkt-Verschiebung eine neues Rohteil
programmieren, können Sie über den Maschinen-Parameter 7310
entscheiden, ob sich das Rohteil auf den neuen oder alten Nullpunkt
beziehen soll. Bei der Bearbeitung mehrerer Teile kann die TNC
dadurch jedes Teil einzeln grafisch darstellen.
Status-Anzeigen
Die große Positions-Anzeige bezieht sich auf den aktiven
(verschobenen) Nullpunkt
Alle in der zusätzlichen Status-Anzeige angezeigte Koordinaten
(Positionen, Nullpunkte) beziehen sich auf den manuell gesetzten
Bezugspunkt
Beispiel: NC-Sätze
N72 G54 G90 X+25 Y-12,5 Z+100 *
...
N78 G54 G90 REF X+25 Y-12,5 Z+100 *
Z
Z
X
X
Y
Y
Z
X
Y
X
Y