Seite 461 – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 461
HEIDENHAIN iTNC 530
461
8.9 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
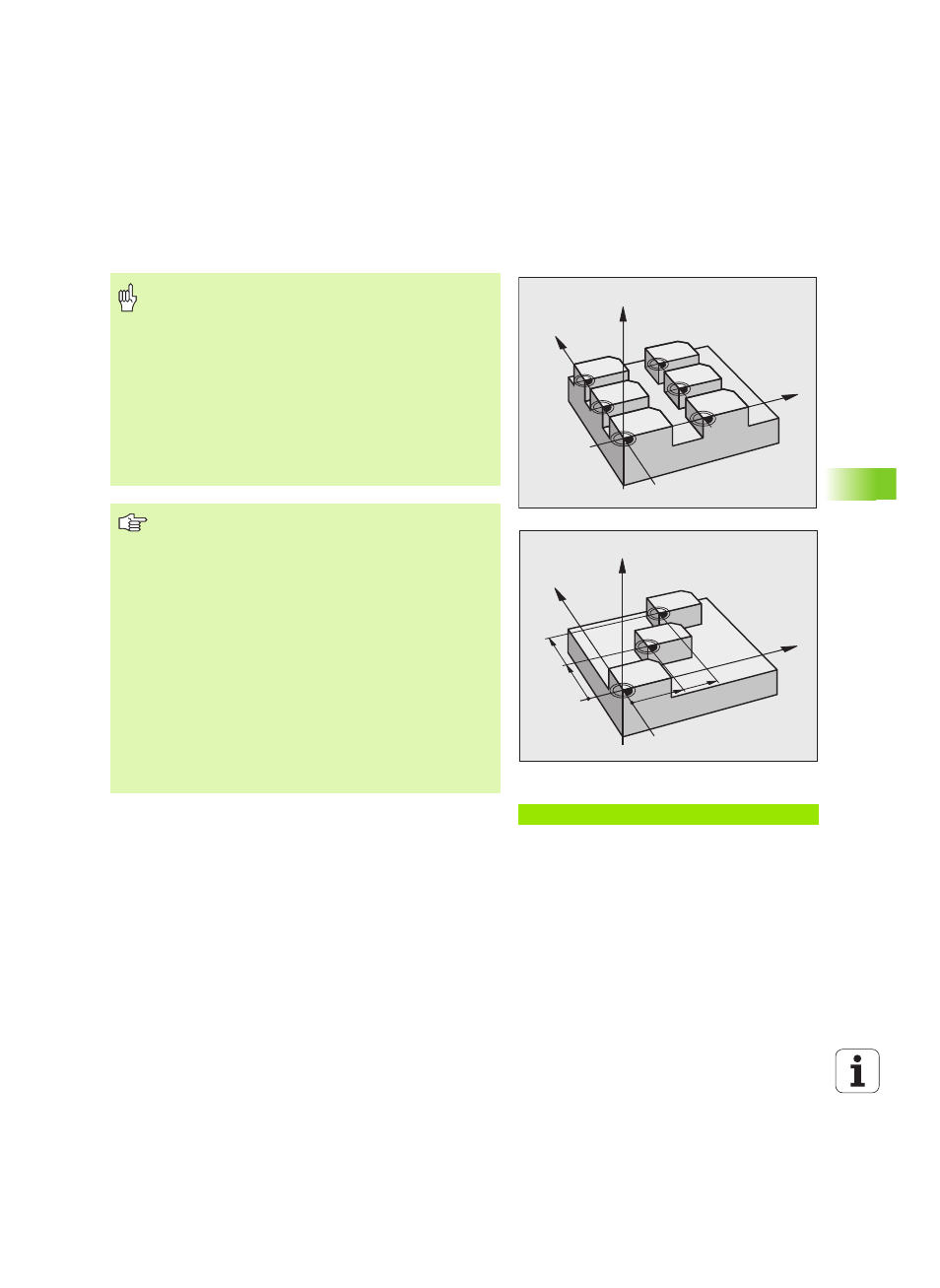
NULLPUNKT-Verschiebung mit Nullpunkt-
Tabellen (Zyklus G53)
Beispiel: NC-Sätze
N72 G53 P01 12 *
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
Nullpunkte aus der Nullpunkt-Tabelle beziehen sich
immer und ausschließlich auf den aktuellen
Bezugspunkt (Preset).
Der Maschinen-Parameter 7475, mit dem früher
festgelegt wurde, ob sich Nullpunkte auf den Maschinen-
Nullpunkt oder den Werkstück-Nullpunkt beziehen, hat nur
noch eine Sicherheits-Funktion. Ist MP7475 = 1 gesetzt
gibt die TNC eine Fehlermeldung aus, wenn eine
Nullpunkt-Verschiebung aus einer Nullpunkt-Tabelle
aufgerufen wird.
Nullpunkt-Tabellen aus der TNC 4xx, deren Koordinaten
sich auf den Maschinen-Nullpunkt bezogen (MP7475 = 1),
dürfen in der iTNC 530 nicht verwendet werden.
Wenn Sie Nullpunkt-Verschiebungen mit Nullpunkt-
Tabellen einsetzen, dann verwenden Sie die Funktion
Select Table, um die gewünschte Nullpunkt-Tabelle vom
NC-Programm aus zu aktivieren.
Wenn Sie ohne den Select Table-Satz %:TAB: arbeiten,
müssen Sie die gewünschte Nullpunkt-Tabelle vor dem
Programm-Test oder dem Programm-Lauf aktivieren (gilt
auch für die Programmier-Grafik):
Gewünschte Tabelle für Programm-Test in der
Betriebsart Programm-Test über die Datei-Verwaltung
wählen: Tabelle erhält den Status S
Gewünschte Tabelle für den Programmlauf in einer
Programmlauf-Betriebsart über die Datei-Verwaltung
wählen: Tabelle erhält den Status M
Die Koordinaten-Werte aus Nullpunkt-Tabellen sind
ausschließlich absolut wirksam.
Neue Zeilen können Sie nur am Tabellen-Ende einfügen