HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 367
HEIDENHAIN iTNC 530
367
8.4 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
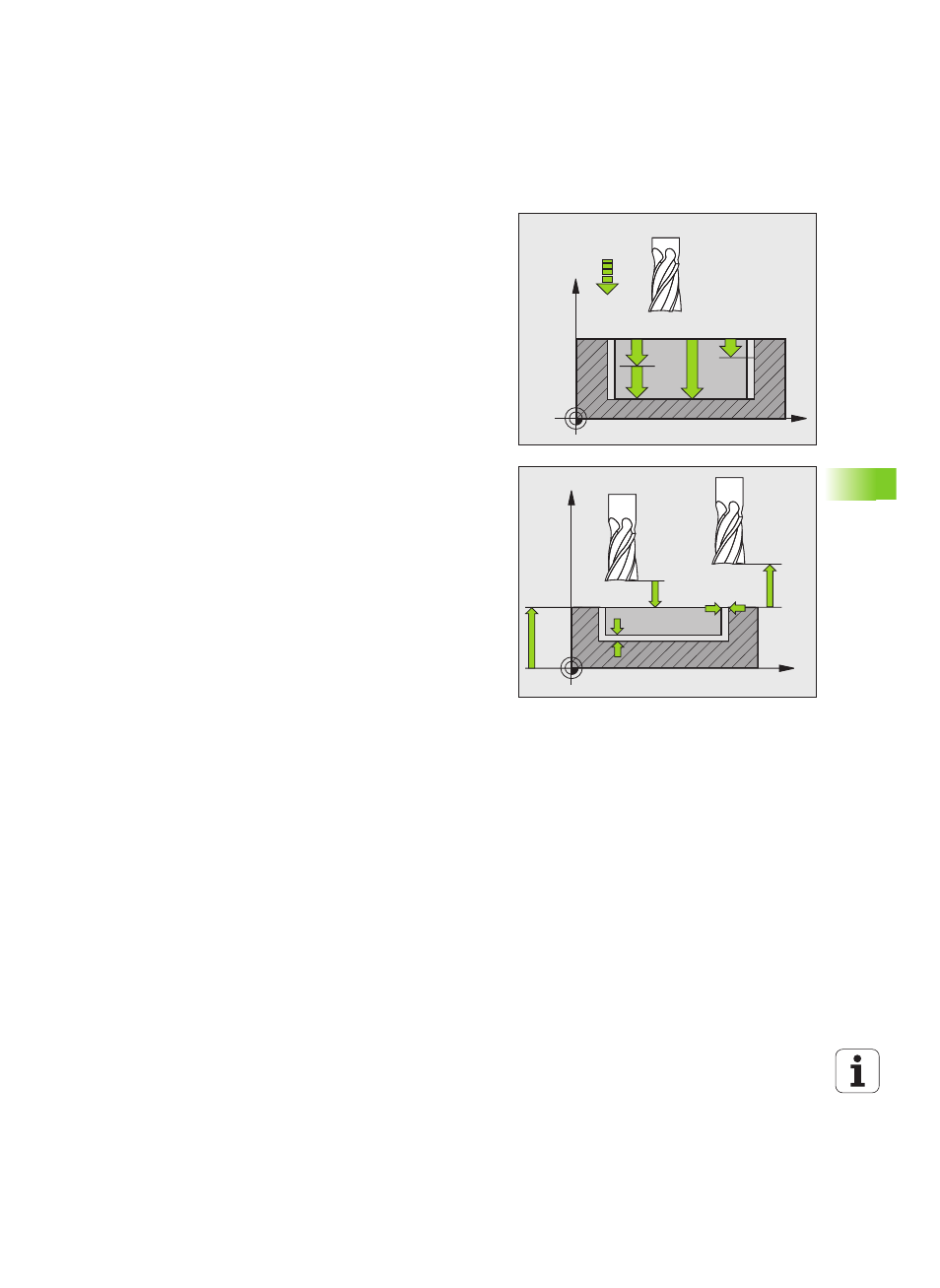
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Taschengrund
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben
Schlichtaufmaß Tiefe
Q369 (inkremental): Schlicht-
Aufmaß für die Tiefe
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Fahren
auf Tiefe in mm/min
Zustellung Schlichten
Q338 (inkremental): Maß, um
welches das Werkzeug in der Spindelachse beim
Schlichten zugestellt wird. Q338=0: Schlichten in
einer Zustellung
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeug-Stirnfläche und Werkstück-
Oberfläche
Koordinate Werkstück-Oberfläche
Q203 (absolut):
Absolute Koordinate der Werkstück-Oberfläche
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann
X
Z
Q201
Q206
Q202
Q338
X
Z
Q200
Q20
Q20
Q36
Q36